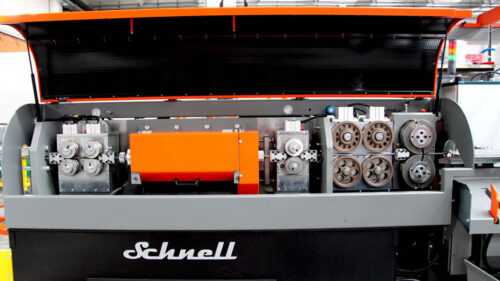
The cage making machine CM PRO 110, produces cylindrical and prismatic poles with welded spiral and programmable pitch (Ø 1100 mm), but thanks to equipment with a set of servomotors, the new monobloc structure and other major innovations, it is a more flexible, faster, safer, innovative and transportable machine.
The rods located in the holes of these plates form dials which separate the rebars being fed to the machine to fabricate the cage. The dial is anchored to the fixed plate, thus following its rotation. It lies on the storage boxes by means of polyurethane-coated rollers located at one end of metal rods.
Their function is to support the cage during its fabrication. They are raised automatically and stopped as soon as the supporting rollers reach the cage.
Fixed plate
Bored plate rotating in a synchronised way with the mobile plate. Once you have set the diameter of the cage you are going to produce, the bushes are placed and secured to the plate. The rebars fed through the dial are then made to slide through these bushes.
Mobile plate
Cages are produced by moving the mobile plate forward and forming a spiral around the rebars. The suspended mobile disk attached to the main structure and equipped with servomotors to give it greater accuracy and speed.
Thanks to the suspended mobile disk, an innovative cage evacuation system with hydraulically-operated chutes could be designed and applied: a crane is no longer required to evacuate the cage and the machining cycle can immediately be resumed.
Thanks to the suspended mobile disk, an innovative cage evacuation system with hydraulically-operated chutes could be designed and applied: a crane is no longer required to evacuate the cage and the machining cycle can immediately be resumed.
The new CM 1100 xp control is incorporated in the base structure so that the machine takes up less space, at the same time freeing the operator working area. It is fitted with a touch screen, flash memory, and provision has been made for a serial line. In addition, it allows changing the cage execution speed without interrupting the working cycle, producing cages with variable pitch, defining how many cross-pieces to weld and automatically lifting the supports.