-
 Les micro-vibrateurs série 21/3 M et 21/3 T ont été conçus pour l’utilisation dans des cas où les dimensions doivent être très restreintes. NB: Le vibrateur 21/3 M monophasé est équipé d’un condensateur et de 2 m de câble électrique. NB: Le vibrateur 21/3 T triphasé est équipé de 1 m de câble électrique.
Les micro-vibrateurs série 21/3 M et 21/3 T ont été conçus pour l’utilisation dans des cas où les dimensions doivent être très restreintes. NB: Le vibrateur 21/3 M monophasé est équipé d’un condensateur et de 2 m de câble électrique. NB: Le vibrateur 21/3 T triphasé est équipé de 1 m de câble électrique. -
 Vibrateurs à piston série AC
Vibrateurs à piston série AC- Oscillations linéaires
- Grande amplitude de vibration
- Consommation d’air minimum
- Continuellement réglable
- Graissage minimum
- Petites dimensions
-
 Vibrateurs à rouleau série VR
Vibrateurs à rouleau série VR- Force centrifuge élevée
- Hautes fréquences
- Inertie nulle
- Continuellement réglable
- Graissage minimum
- Petites dimensions
-
 Vibrateurs à turbine série VT
Vibrateurs à turbine série VT- Bruit inférieur à 70 dB
- Très basse consommation d’air
- Aucun graissage
- Résistant à l’usure
- Petites dimensions
-
 Règle pour le compactage des panneaux avec agrégats visibles.
Règle pour le compactage des panneaux avec agrégats visibles. -
 Règle vibrante pour le finissage superficiel des panneaux
Règle vibrante pour le finissage superficiel des panneaux -
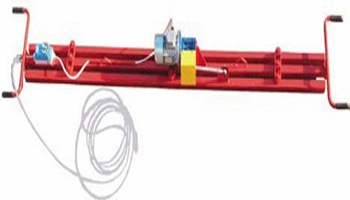 Règle a mouvement synchrone alternatif pour le lissage superficiel des panneaux. Chariot porte trasformateur
Règle a mouvement synchrone alternatif pour le lissage superficiel des panneaux. Chariot porte trasformateur -
 Machine pour assembler les cages, appliquant le 'Schnell System' exclusif (breveté): grâce à trois fils longitudinaux de petit diamètre, positionnables en n'importe quel point externe de l'étrier, IDEA assemble une 'cage d'armature intermédiaire' à partir d'étriers de n'importe quelle forme et dimension. L'utilisation est très simple: on insère les étriers; puis, les pinces soudent les étriers aux trois fils longitudinaux; toute la cage d'armature se déplace vers l'avant avec des mouvements contrôlés et programmables. A la cage d'armature ainsi obtenue l'on fixe ensuite les barres portantes de la structure: les étriers étant déjà fixés et espacés il suffit de lier les barres tous les 5-6 étriers. Tête fixe. 3 groupes de soudure. Chaque groupe est positionnable en hauteur et en largeur avec possibilité de pivoter pour trouver le point de soudure le meilleur. Le positionnement vertical a lieu au moyen d'un motoréducteur. Tête fixe. 3 groupes de soudure. Chaque groupe est positionnable en hauteur et en largeur avec possibilité de pivoter pour trouver le point de soudure le meilleur. Le positionnement vertical a lieu au moyen d'un motoréducteur. Tête mobile Composée de: 1 tête d'entraînement sur le châssis (au moyen de moteur contrôlé électroniquement), équipée avec 3 étaux pour le blocage-déblocage pneumatique des fils longitudinaux. Structure pour l'entraînement de la cage d'armature intermédiaire, dont le 'pas' est défini par ordinateur. Poutre centrale. Composée de: 1 châssis pour le déplacement en avant et le soutien de la cage d'armature intermédiaire durant sa formation. Dotée en outre de couloirs inclinés pour l'évacuation des cages d'armatures soudées. Ordinateur industriel modèle 'Idea-Control', en mesure d'opérer également dans les milieux les plus hostiles. Doté d'écran vidéo alphanumérique pour la gestion des multiples fonctions de la machine.
Machine pour assembler les cages, appliquant le 'Schnell System' exclusif (breveté): grâce à trois fils longitudinaux de petit diamètre, positionnables en n'importe quel point externe de l'étrier, IDEA assemble une 'cage d'armature intermédiaire' à partir d'étriers de n'importe quelle forme et dimension. L'utilisation est très simple: on insère les étriers; puis, les pinces soudent les étriers aux trois fils longitudinaux; toute la cage d'armature se déplace vers l'avant avec des mouvements contrôlés et programmables. A la cage d'armature ainsi obtenue l'on fixe ensuite les barres portantes de la structure: les étriers étant déjà fixés et espacés il suffit de lier les barres tous les 5-6 étriers. Tête fixe. 3 groupes de soudure. Chaque groupe est positionnable en hauteur et en largeur avec possibilité de pivoter pour trouver le point de soudure le meilleur. Le positionnement vertical a lieu au moyen d'un motoréducteur. Tête fixe. 3 groupes de soudure. Chaque groupe est positionnable en hauteur et en largeur avec possibilité de pivoter pour trouver le point de soudure le meilleur. Le positionnement vertical a lieu au moyen d'un motoréducteur. Tête mobile Composée de: 1 tête d'entraînement sur le châssis (au moyen de moteur contrôlé électroniquement), équipée avec 3 étaux pour le blocage-déblocage pneumatique des fils longitudinaux. Structure pour l'entraînement de la cage d'armature intermédiaire, dont le 'pas' est défini par ordinateur. Poutre centrale. Composée de: 1 châssis pour le déplacement en avant et le soutien de la cage d'armature intermédiaire durant sa formation. Dotée en outre de couloirs inclinés pour l'évacuation des cages d'armatures soudées. Ordinateur industriel modèle 'Idea-Control', en mesure d'opérer également dans les milieux les plus hostiles. Doté d'écran vidéo alphanumérique pour la gestion des multiples fonctions de la machine. -
 Machine pour le façonnage de pieux cylindriques à spirale soudée et pas programmable. La machine se caractérise par son encombrement longitudinal réduit, parce que la soudure est effectuée à bord d’une tête mobile et que la zone de chargement des barres est de type télescopique, dont l’encombrement diminue au fur et à mesure que la tête de soudure avance. Touret dérouleur Positionné latéralement par rapport au corps de la machine, il contient la bobine du fil qui formera la spirale. Le touret bouge avec le disque mobile sur lequel est montée la soudeuse. Rayonnage Il a le but de séparer entre elle les barres qui iront former la cage. Le rayonnage est monté sur le disque mobile, il a donc le même mouvement de rotation de ce dernier et il diminue au fur et à mesure que la tête de soudure avance. Ils ont la fonction de soutenir la cage durant sa formation, ils se soulèvent automatiquement et ils s'arrêtent dès que les rouleaux d'appui du support touchent la cage. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Le nouveau contrôle de la GTCM PRO Telescope a été incorporé sur la structure de base, permettant ainsi de diminuer les cotes d'encombrement de la machine tout en dégageant la zone de travail de l'opérateur. Il est équipé d'un écran tactile, d'une mémoire flash et d'une adaptation pour la ligne série. Il permet également de varier la vitesse d'exécution de la cage, sans interruptions du cycle d'usinage; réaliser des cages à pas variable, définir combien il faut souder de croisillons et soulever les supports en automatique.
Machine pour le façonnage de pieux cylindriques à spirale soudée et pas programmable. La machine se caractérise par son encombrement longitudinal réduit, parce que la soudure est effectuée à bord d’une tête mobile et que la zone de chargement des barres est de type télescopique, dont l’encombrement diminue au fur et à mesure que la tête de soudure avance. Touret dérouleur Positionné latéralement par rapport au corps de la machine, il contient la bobine du fil qui formera la spirale. Le touret bouge avec le disque mobile sur lequel est montée la soudeuse. Rayonnage Il a le but de séparer entre elle les barres qui iront former la cage. Le rayonnage est monté sur le disque mobile, il a donc le même mouvement de rotation de ce dernier et il diminue au fur et à mesure que la tête de soudure avance. Ils ont la fonction de soutenir la cage durant sa formation, ils se soulèvent automatiquement et ils s'arrêtent dès que les rouleaux d'appui du support touchent la cage. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Le nouveau contrôle de la GTCM PRO Telescope a été incorporé sur la structure de base, permettant ainsi de diminuer les cotes d'encombrement de la machine tout en dégageant la zone de travail de l'opérateur. Il est équipé d'un écran tactile, d'une mémoire flash et d'une adaptation pour la ligne série. Il permet également de varier la vitesse d'exécution de la cage, sans interruptions du cycle d'usinage; réaliser des cages à pas variable, définir combien il faut souder de croisillons et soulever les supports en automatique. -
 Pour la vibration ponctuelle du béton même dans les cas les plus compliqués, lorsque la vibration appliquée au coffrage n’est pas possible, notre aiguille vibrante pneumatique robuste, fiable, sûre, sans entretien, est la solution adéquate. Nous vous proposons nos aiguilles vibrantes pneumatiques à haute fréquence sans roulements, sans lubrification, formées d’un corps vibrant en acier antiusure, un tuyau de manoeuvre en caoutchouc antiabrasion et antihuile, robinet à poignée silencieux avec filtre à air et connexion 3/4”. Alimentation par air comprimé à 6 Bar.
Pour la vibration ponctuelle du béton même dans les cas les plus compliqués, lorsque la vibration appliquée au coffrage n’est pas possible, notre aiguille vibrante pneumatique robuste, fiable, sûre, sans entretien, est la solution adéquate. Nous vous proposons nos aiguilles vibrantes pneumatiques à haute fréquence sans roulements, sans lubrification, formées d’un corps vibrant en acier antiusure, un tuyau de manoeuvre en caoutchouc antiabrasion et antihuile, robinet à poignée silencieux avec filtre à air et connexion 3/4”. Alimentation par air comprimé à 6 Bar. -
 Pour la vibration ponctuelle du béton, lorsque la vibration au coffrage n’est pas possible ou sur des chantiers d’accès difficile, la solution est notre aiguille vibrante électrique à H.F. avec convertisseur fonctionnant même par courant monophasé et sans entretien. Ces aiguilles vibrantes électriques à H.F. sont formées par une partie immergée avec moteur électrique spécial à protection H, tuyau en caoutchouc antiabrasion de 5 m de long, câble d’alimentation de 10 m, interrupteur en boîte étanche, fiche CEE 42V / 32A. Toutes les aiguilles sont alimentées par courant 42V – 200Hz. Pour un bon refroidissement du moteur, lorsque l’aiguille est en fonction, elle doit être complètement plongée dans le béton. Pour alimenter l’aiguille avec 400V – 50Hz ou 230V - 50Hz, il faut utiliser un convertisseur de tension et fréquence solide, maniable, de petites dimensions.
Pour la vibration ponctuelle du béton, lorsque la vibration au coffrage n’est pas possible ou sur des chantiers d’accès difficile, la solution est notre aiguille vibrante électrique à H.F. avec convertisseur fonctionnant même par courant monophasé et sans entretien. Ces aiguilles vibrantes électriques à H.F. sont formées par une partie immergée avec moteur électrique spécial à protection H, tuyau en caoutchouc antiabrasion de 5 m de long, câble d’alimentation de 10 m, interrupteur en boîte étanche, fiche CEE 42V / 32A. Toutes les aiguilles sont alimentées par courant 42V – 200Hz. Pour un bon refroidissement du moteur, lorsque l’aiguille est en fonction, elle doit être complètement plongée dans le béton. Pour alimenter l’aiguille avec 400V – 50Hz ou 230V - 50Hz, il faut utiliser un convertisseur de tension et fréquence solide, maniable, de petites dimensions. -

 Machine pour la production des pieux cylindriques avec spirale soudée et pas programmable (Ø 1600 mm). La haute flexibilité et la productivité de l’installation est garantie par la configuration particulière de la machine et par le système de soudage SAF 3000, qui rend le procès entièrement automatique. La réalisation de cages carrées, ainsi que rectangulaires ou bien avec barres pliées au bout (90°, pointe de crayon et cou de bouteille) est possible.
Machine pour la production des pieux cylindriques avec spirale soudée et pas programmable (Ø 1600 mm). La haute flexibilité et la productivité de l’installation est garantie par la configuration particulière de la machine et par le système de soudage SAF 3000, qui rend le procès entièrement automatique. La réalisation de cages carrées, ainsi que rectangulaires ou bien avec barres pliées au bout (90°, pointe de crayon et cou de bouteille) est possible.