-
 Le 'SYSTEME DE LEVAGE RAPIDE' offre une méthode rationnelle et sûre pour la manutention des éléments en béton. Les opérations d’enclenchement et de déclenchement de la main de levage sont instantanées et permettent également le levage 'en couteau' des panneaux produits en horizontal avec rapidité, sécurité et économie. Le système ne prévoit aucune pièce soudée ou vissée, ce qui réduit donc les temps de pose au minimum et, surtout, tous les risques causés par un mauvais vissage ou par l’usure du filetage qui sont donc exclus. L’efficacité du 'SYSTEME DE LEVAGE RAPIDE' est témoignée par son large emploi sur les chantiers depuis des dizaines d’années. Les composants du 'SYSTEME DE LEVAGE RAPIDE' sont l’ancre de levage, la main de levage et la réservation en caoutchouc à réutiliser, laquelle, fixée auparavant dans le moule, forme une cavité dans le coulage du béton permettant la prise de la tête de l’ancre par la main de levage.
Le 'SYSTEME DE LEVAGE RAPIDE' offre une méthode rationnelle et sûre pour la manutention des éléments en béton. Les opérations d’enclenchement et de déclenchement de la main de levage sont instantanées et permettent également le levage 'en couteau' des panneaux produits en horizontal avec rapidité, sécurité et économie. Le système ne prévoit aucune pièce soudée ou vissée, ce qui réduit donc les temps de pose au minimum et, surtout, tous les risques causés par un mauvais vissage ou par l’usure du filetage qui sont donc exclus. L’efficacité du 'SYSTEME DE LEVAGE RAPIDE' est témoignée par son large emploi sur les chantiers depuis des dizaines d’années. Les composants du 'SYSTEME DE LEVAGE RAPIDE' sont l’ancre de levage, la main de levage et la réservation en caoutchouc à réutiliser, laquelle, fixée auparavant dans le moule, forme une cavité dans le coulage du béton permettant la prise de la tête de l’ancre par la main de levage. -
 Il s’agit du composant réutilisable du 'SYSTEME DE LEVAGE', construit en acier à haute résistance pour garantir une longue utilisation. La partie terminale inférieure sphérique tourne dans la cavité qui a été auparavant créée dans l’élément et sa boucle conformée en 'T' s’enclenche dans la tête sphérique de l’ancre. Le contact avec la tête de l’ancre s’effectue uniquement durant la phase de levage : le bec de la tête sphérique est appuyé contre l’élément préfabriqué.
Il s’agit du composant réutilisable du 'SYSTEME DE LEVAGE', construit en acier à haute résistance pour garantir une longue utilisation. La partie terminale inférieure sphérique tourne dans la cavité qui a été auparavant créée dans l’élément et sa boucle conformée en 'T' s’enclenche dans la tête sphérique de l’ancre. Le contact avec la tête de l’ancre s’effectue uniquement durant la phase de levage : le bec de la tête sphérique est appuyé contre l’élément préfabriqué. -
 Les matériaux utilisés et le soin de l’usinage assurent une fiabilité très élevée à la pression de travail. Le vérin comprend un sabot fraisé et une protection épaisse pour la tige chromée dure.
Les matériaux utilisés et le soin de l’usinage assurent une fiabilité très élevée à la pression de travail. Le vérin comprend un sabot fraisé et une protection épaisse pour la tige chromée dure. -
 Le système de précontrainte comprend le desserrage complet des brins avant de les couper.
Le système de précontrainte comprend le desserrage complet des brins avant de les couper. -
 Principales données techniques standard: • Dimensions possibles du panneau: Epaisseur: à volonté - Hauteur : 3 200 mm, fractionnable (hauteurs supérieures à 3 200 mm : sur demande) - Longueur : à volonté; • Vitesse de translation réglable : habituellement 2.5 - 6 m/min; • Alimentation électrique : 400 V - 50 Hz; • Puissance électrique : 48 / 70 / 92 kW; • Alimentation en eau du réseau : 90 / 180 / 270 l / min. – 1.5 bar; • Pression de l’eau en phase de lavage : réglable 60 - 120 bar distribuée par deux barres à gicleurs; • Pompe : type à pistons pour max. 120 bar, 110 l / min.; • Brosses à mouvement vertical : n° 2 x 3500mm; • Support des chariots : translation sur rails. Dotation d’une lance manuelle pour le nettoyage et l’éventuelle finition des panneaux; Commandes totalement hydrauliques.
Principales données techniques standard: • Dimensions possibles du panneau: Epaisseur: à volonté - Hauteur : 3 200 mm, fractionnable (hauteurs supérieures à 3 200 mm : sur demande) - Longueur : à volonté; • Vitesse de translation réglable : habituellement 2.5 - 6 m/min; • Alimentation électrique : 400 V - 50 Hz; • Puissance électrique : 48 / 70 / 92 kW; • Alimentation en eau du réseau : 90 / 180 / 270 l / min. – 1.5 bar; • Pression de l’eau en phase de lavage : réglable 60 - 120 bar distribuée par deux barres à gicleurs; • Pompe : type à pistons pour max. 120 bar, 110 l / min.; • Brosses à mouvement vertical : n° 2 x 3500mm; • Support des chariots : translation sur rails. Dotation d’une lance manuelle pour le nettoyage et l’éventuelle finition des panneaux; Commandes totalement hydrauliques. -
 En cas de besoin particulier, Bianchi Casseforme est capable de fournir une machine de type Dumper.
En cas de besoin particulier, Bianchi Casseforme est capable de fournir une machine de type Dumper. -
 Capacité : 6 m3 de béton
Capacité : 6 m3 de béton -
 Version spéciale du Speedy conçue pour distribution du béton à grande hauteur. Hauteur utile de distribution : 3.20 m Distance maximum de coulage avec position à 90° : 6.00 m
Version spéciale du Speedy conçue pour distribution du béton à grande hauteur. Hauteur utile de distribution : 3.20 m Distance maximum de coulage avec position à 90° : 6.00 m -
 C’est la plus petite machine de la série. Elle a été conçue pour travailler sur des pièces qui n’ont pas besoin de grosses quantités de béton. Elle est facilement manoeuvrable et, grâce à ses dimensions assez réduites, elle peut se déplacer à grande vitesse.
C’est la plus petite machine de la série. Elle a été conçue pour travailler sur des pièces qui n’ont pas besoin de grosses quantités de béton. Elle est facilement manoeuvrable et, grâce à ses dimensions assez réduites, elle peut se déplacer à grande vitesse. -
 Répondant au désir d’une bonne part de notre clientèle, la MINIBETON d’une capacité de 2 m3 recueille les fruits de nombreuses années d’expérience de notre centre de recherches techniques.
Répondant au désir d’une bonne part de notre clientèle, la MINIBETON d’une capacité de 2 m3 recueille les fruits de nombreuses années d’expérience de notre centre de recherches techniques. -
 SPEEDY: Synonyme de vitesse et rapidité, c’est le nom que nous avons donné à cette machine depuis environ 20 ans. Elle a obtenu un succès immédiat grâce à ses qualités bien reconnues de souplesse d’emploi et d’économie et ceci a encouragé notre société à améliorer la recherche continuelle et le développement de solutions qui garantissent le maximum de fiabilité.
SPEEDY: Synonyme de vitesse et rapidité, c’est le nom que nous avons donné à cette machine depuis environ 20 ans. Elle a obtenu un succès immédiat grâce à ses qualités bien reconnues de souplesse d’emploi et d’économie et ceci a encouragé notre société à améliorer la recherche continuelle et le développement de solutions qui garantissent le maximum de fiabilité. -
 Bianchi Casseforme est en mesure de fournir une vaste gamme de rails pour un ancrage sûr aux parois et aux dalles en béton armé. Ils sont disponibles en différentes formes et dimensions en fonction de l’application spécifique et de la charge auxquels ils doivent être soumis. Les rails sont fournis avec un remplissage en polyéthylène afin d’éviter des infiltrations de béton durant la phase de coulage. Après le démoulage de l’élément, le remplissage interne peut être facilement enlevé avec un cutter.
Bianchi Casseforme est en mesure de fournir une vaste gamme de rails pour un ancrage sûr aux parois et aux dalles en béton armé. Ils sont disponibles en différentes formes et dimensions en fonction de l’application spécifique et de la charge auxquels ils doivent être soumis. Les rails sont fournis avec un remplissage en polyéthylène afin d’éviter des infiltrations de béton durant la phase de coulage. Après le démoulage de l’élément, le remplissage interne peut être facilement enlevé avec un cutter. -

Pour la fermeture et le blocage des banches à charnière nous proposons nos étais articulés.
-

- Chanfrein triangulaire en acier laminé soudable, fourni en barres de 4.00 m de long env. et section 10x10 mm.
- Chanfrein triangulaire en acier laminé soudable, fourni en barres de 4.00 m de long env. et section 15x15 mm.
- Chanfrein triangulaire en acier laminé soudable, fourni en barres de 4.00 m de long env. et section 20x20 mm.
- Chanfrein triangulaire en acier laminé soudable, fourni en barres de 4.00 m de long env. et section 25x25 mm.
- Notre société fournit aussi des profils fraisés spéciaux sur demande.
-
 Joints en PVC haute résistance, stables aux huiles, étanches; pour le verrouillage de moules métalliques.
Joints en PVC haute résistance, stables aux huiles, étanches; pour le verrouillage de moules métalliques. -
 Goupille de serrage des tôles pour trous de 20 mm de diamètre. A utiliser avec clavette L=100-200 mm. Clavette de serrage de 100 mm de long, à utiliser avec les goupilles.
Goupille de serrage des tôles pour trous de 20 mm de diamètre. A utiliser avec clavette L=100-200 mm. Clavette de serrage de 100 mm de long, à utiliser avec les goupilles. -
 Pour la fermeture supérieure de vos coffrages nous vous proposons notre fermeture rapide par excentrique.
Pour la fermeture supérieure de vos coffrages nous vous proposons notre fermeture rapide par excentrique. -
 Pour fixer avec rapidité les banches des moules.
Pour fixer avec rapidité les banches des moules. -
 Pour fixer avec rapidité les banches des moules.
Pour fixer avec rapidité les banches des moules. -
 Pour la fixation des banches au fond des coffrages, nous proposons notre système autobloquant. Cod.: 84.0000012: Porte-articulation Cod.: 84.0000013: Articulation
Pour la fixation des banches au fond des coffrages, nous proposons notre système autobloquant. Cod.: 84.0000012: Porte-articulation Cod.: 84.0000013: Articulation -
 Les étaux ré-utilisables de type ouvert sont les plus communs dans la précontrainte à câbles adhérents, pour leur simplicité d’utilisation, leur coût réduit, leur facilité d’inspection visuelle et d’entretien. Ils sont réalisés en acier de qualité élevée et soumis à de sévères traitements thermiques assurant un un nombre constant et élevé de réemplois. . ENTRETIEN DES ETAUX
Les étaux ré-utilisables de type ouvert sont les plus communs dans la précontrainte à câbles adhérents, pour leur simplicité d’utilisation, leur coût réduit, leur facilité d’inspection visuelle et d’entretien. Ils sont réalisés en acier de qualité élevée et soumis à de sévères traitements thermiques assurant un un nombre constant et élevé de réemplois. . ENTRETIEN DES ETAUX- Démonter l’étau et tremper dans un bain d’huile pendant 24 heures;
- Nettoyer ensuite à l’air comprimé toutes les pièces;
- Vérifier l’état de la crête du moletage, si nécessaire remplacer les clavettes;
- Remonter les clavettes avec la bague élastique;
- Graisser les clavettes de graphite en poudre;
- Vérifier que la conicité des coins soit identique à celle de la douille.
-
 Pour réduire le plus possible les déchets de torons, la solution idéale pour récupérer les tronçons assez longs est certainement le joint pour les tresses et les torons. Il est composé par deux étaux, même de diamètres différents, reliés par un raccord. Ils sont réalisés en acier de qualité élevée et soumis à de sévères traitements thermiques assurant un nombre constant et élevé de réemplois. ENTRETIEN DES COUPLEURS
Pour réduire le plus possible les déchets de torons, la solution idéale pour récupérer les tronçons assez longs est certainement le joint pour les tresses et les torons. Il est composé par deux étaux, même de diamètres différents, reliés par un raccord. Ils sont réalisés en acier de qualité élevée et soumis à de sévères traitements thermiques assurant un nombre constant et élevé de réemplois. ENTRETIEN DES COUPLEURS- Démonter l’étau et tremper toutes les pièces dans un bain d’huile pendant 24 heures;
- Nettoyer ensuite à l’air comprimé toutes les pièces;
- Vérifier l’état de la crête du moletage, si nécessaire remplacer les clavettes;
- Remonter les clavettes avec la bague élastique;
- Graisser les clavettes de graphite en poudre;
- Vérifier que la conicité des clavettes soit identique à celle de la douille
-
 La force de précontrainte est programmable. La station, commandée par le vérin de précontrainte des torons, actionne n’importe quel vérin de précontrainte avec une pression de travail de 350 bar.
La force de précontrainte est programmable. La station, commandée par le vérin de précontrainte des torons, actionne n’importe quel vérin de précontrainte avec une pression de travail de 350 bar. -
 Pour éliminer l’effet des torons là où une moindre contrainte est requise, la meilleure solution aux difficultés opératives des torons déviés est la gaine souple pour la neutralisation des torons. Application simple, disponible pour différents types de torons et de tresses, antioxydante. Packs :
Pour éliminer l’effet des torons là où une moindre contrainte est requise, la meilleure solution aux difficultés opératives des torons déviés est la gaine souple pour la neutralisation des torons. Application simple, disponible pour différents types de torons et de tresses, antioxydante. Packs :- Gaine souple de couleur jaune pour torons 0.6'' seulement, fournie en paquets de 3 m de long, pour une longueur totale de 300 m.
- Gaine de couleur rouge pour torons de 3/8'',1/2'',0.6'', fournie en paquets de 3 m de long, pour une longueur totale de 600 m.
- Gaine pour tresse 3 x 3, fournie en paquets de 3 m de long, pour une longueur totale de 1 500 m.
-
 Centrale adéquate pour 2 vérins de précontrainte, ayant un double circuit hydraulique pour l’utilisation de 2 vérins différents, mais non simultanément.
Centrale adéquate pour 2 vérins de précontrainte, ayant un double circuit hydraulique pour l’utilisation de 2 vérins différents, mais non simultanément. -

Elle fonctionne pour 2 vérins, à contrôle électronique complet, 4 niveaux de pression programmables et commandes masquées de programmation de la pression.
-

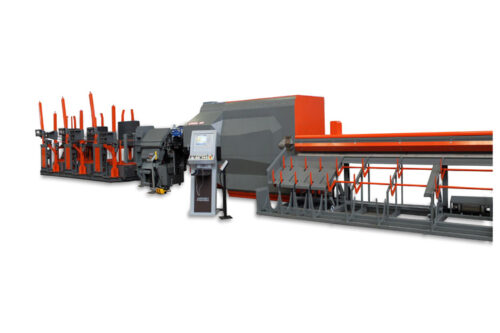
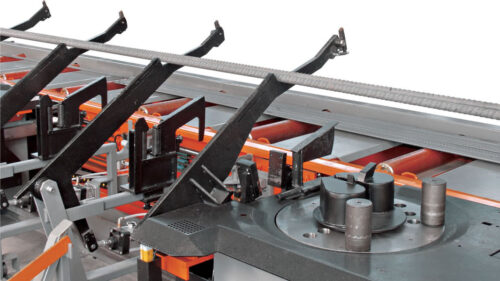
 Redresseuse multi rotor pour la production de barres droites utilisant fers en bobine jusqu’à 20mm. - Groupe d'entraînement à 4 roues actionné par servomoteurs pour une plus grande vitesse d’usinage; - Vitesse maximale d'entraînement: 140 m/min; - Redresser aves des rotors dédiés, chacun travaillant un diamètre différent, permet une qualité parfaite de redressage et le changement du fil en cours en quelques secondes; - Unité de coupe actionnée par servomoteur qui permet un temps de coupe réduite et haute précision; - Version Twin (Optionnel) avec 2° coupe, 2° cannellette; 2° entrainement: permet le travail de deux barres en même temps, en doublant la productivité de la machine. La machine peut être équipée de: - Entêteur de barres (Optionnel); - Chariot mobile pour collecter et classifier de façon automatique les pièces produites (Optionnel); - Rack de stockage actionnés pneumatiquement (Optionnel).
Redresseuse multi rotor pour la production de barres droites utilisant fers en bobine jusqu’à 20mm. - Groupe d'entraînement à 4 roues actionné par servomoteurs pour une plus grande vitesse d’usinage; - Vitesse maximale d'entraînement: 140 m/min; - Redresser aves des rotors dédiés, chacun travaillant un diamètre différent, permet une qualité parfaite de redressage et le changement du fil en cours en quelques secondes; - Unité de coupe actionnée par servomoteur qui permet un temps de coupe réduite et haute précision; - Version Twin (Optionnel) avec 2° coupe, 2° cannellette; 2° entrainement: permet le travail de deux barres en même temps, en doublant la productivité de la machine. La machine peut être équipée de: - Entêteur de barres (Optionnel); - Chariot mobile pour collecter et classifier de façon automatique les pièces produites (Optionnel); - Rack de stockage actionnés pneumatiquement (Optionnel). -
 Redresseuse automatique pour le façonnage du fer en rouleaux laminé à chaud ou tréfilé à froid. Elle permette de réaliser des barres coupées et façonnées jusqu’au ø 13 mm ou double ø 10. Actionnement par servomoteurs électriques digitaux.
Redresseuse automatique pour le façonnage du fer en rouleaux laminé à chaud ou tréfilé à froid. Elle permette de réaliser des barres coupées et façonnées jusqu’au ø 13 mm ou double ø 10. Actionnement par servomoteurs électriques digitaux. -
 Redresseuse automatique pour le façonnage du fer en rouleaux laminé à chaud ou tréfilé à froid. Elle permette de réaliser des barres coupées et façonnées jusqu’au ø 16 mm ou double ø 13. Elle est dotée de la Technologie Sapiens qui rend le système de redressage complètement automatique. Actionnement par servomoteurs électriques digitaux. Machine disponibles aussì en version VITESSE HAUTE.
Redresseuse automatique pour le façonnage du fer en rouleaux laminé à chaud ou tréfilé à froid. Elle permette de réaliser des barres coupées et façonnées jusqu’au ø 16 mm ou double ø 13. Elle est dotée de la Technologie Sapiens qui rend le système de redressage complètement automatique. Actionnement par servomoteurs électriques digitaux. Machine disponibles aussì en version VITESSE HAUTE. -

Redresseuse automatique pour le façonnage du fer en rouleaux laminé à chaud ou tréfilé à froid. Elle permette de réaliser des barres coupées et façonnées jusqu’au ø 20 mm ou double ø 16. Actionnement par servomoteurs électriques digitaux.
-

 Ligne de pliage manuelle pour la production de barres pliées à une extrémité ou à toutes les deux. Elle est composée par 2 plieuses P60 ou P45, et par le banc de pliage MFC PRO avec bras pour le chargement automatique des barres et le déchargement des façonnés produits
Ligne de pliage manuelle pour la production de barres pliées à une extrémité ou à toutes les deux. Elle est composée par 2 plieuses P60 ou P45, et par le banc de pliage MFC PRO avec bras pour le chargement automatique des barres et le déchargement des façonnés produits -
 Robot automatique de façonnage des barres jusqu’au Ø 40 mm. Il peut réaliser tout type de barres façonnées de façon complètement automatique (pliages positifs ou negatifs). - Système automatique pour le chargement et le déchargement des barres - 2 vitesses de pliage réglables
Robot automatique de façonnage des barres jusqu’au Ø 40 mm. Il peut réaliser tout type de barres façonnées de façon complètement automatique (pliages positifs ou negatifs). - Système automatique pour le chargement et le déchargement des barres - 2 vitesses de pliage réglables -

 Nouveau robot de cintrage pour la réalisation de façonnés avec plis positifs (type « L », « C » et « double C ») jusqu'au Ø 40 mm. Dispositif pour la production des « goulots ». - Système automatique pour le chargement et le déchargement des barres.
Nouveau robot de cintrage pour la réalisation de façonnés avec plis positifs (type « L », « C » et « double C ») jusqu'au Ø 40 mm. Dispositif pour la production des « goulots ». - Système automatique pour le chargement et le déchargement des barres. -

 Cadreuse-façonneuse bidirectionnelle pour fers en barres, qui permet la production des étriers, façonnés également et barres prédécoupées en utilisant des barres jusqu'à Ø 22 mm. Actionnée au moyen de servomoteurs électriques. - Vitesse d'entraînement max.: 120 m/min. - Cycle semi-automatique pour façonnées avec plis sur les deux extrémités - Mandrin virtuel - Télé-assistance - Chargeur automatique Genius (Optionnel) La version 3D peut produire des pièces tridimensionnelles.
Cadreuse-façonneuse bidirectionnelle pour fers en barres, qui permet la production des étriers, façonnés également et barres prédécoupées en utilisant des barres jusqu'à Ø 22 mm. Actionnée au moyen de servomoteurs électriques. - Vitesse d'entraînement max.: 120 m/min. - Cycle semi-automatique pour façonnées avec plis sur les deux extrémités - Mandrin virtuel - Télé-assistance - Chargeur automatique Genius (Optionnel) La version 3D peut produire des pièces tridimensionnelles.

