-
 Les micro-vibrateurs série 21/3 M et 21/3 T ont été conçus pour l’utilisation dans des cas où les dimensions doivent être très restreintes. NB: Le vibrateur 21/3 M monophasé est équipé d’un condensateur et de 2 m de câble électrique. NB: Le vibrateur 21/3 T triphasé est équipé de 1 m de câble électrique.
Les micro-vibrateurs série 21/3 M et 21/3 T ont été conçus pour l’utilisation dans des cas où les dimensions doivent être très restreintes. NB: Le vibrateur 21/3 M monophasé est équipé d’un condensateur et de 2 m de câble électrique. NB: Le vibrateur 21/3 T triphasé est équipé de 1 m de câble électrique. -
 Vibrateurs à piston série AC
Vibrateurs à piston série AC- Oscillations linéaires
- Grande amplitude de vibration
- Consommation d’air minimum
- Continuellement réglable
- Graissage minimum
- Petites dimensions
-
 Vibrateurs à rouleau série VR
Vibrateurs à rouleau série VR- Force centrifuge élevée
- Hautes fréquences
- Inertie nulle
- Continuellement réglable
- Graissage minimum
- Petites dimensions
-
 Vibrateurs à turbine série VT
Vibrateurs à turbine série VT- Bruit inférieur à 70 dB
- Très basse consommation d’air
- Aucun graissage
- Résistant à l’usure
- Petites dimensions
-
 Règle pour le compactage des panneaux avec agrégats visibles.
Règle pour le compactage des panneaux avec agrégats visibles. -
 Règle vibrante pour le finissage superficiel des panneaux
Règle vibrante pour le finissage superficiel des panneaux -
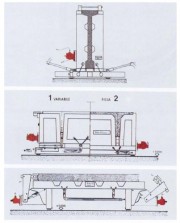
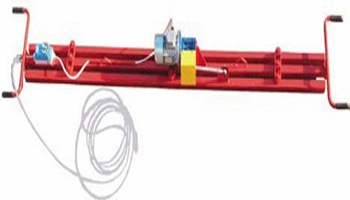 Règle a mouvement synchrone alternatif pour le lissage superficiel des panneaux. Chariot porte trasformateur
Règle a mouvement synchrone alternatif pour le lissage superficiel des panneaux. Chariot porte trasformateur -
 Machine pour assembler les cages, appliquant le 'Schnell System' exclusif (breveté): grâce à trois fils longitudinaux de petit diamètre, positionnables en n'importe quel point externe de l'étrier, IDEA assemble une 'cage d'armature intermédiaire' à partir d'étriers de n'importe quelle forme et dimension. L'utilisation est très simple: on insère les étriers; puis, les pinces soudent les étriers aux trois fils longitudinaux; toute la cage d'armature se déplace vers l'avant avec des mouvements contrôlés et programmables. A la cage d'armature ainsi obtenue l'on fixe ensuite les barres portantes de la structure: les étriers étant déjà fixés et espacés il suffit de lier les barres tous les 5-6 étriers. Tête fixe. 3 groupes de soudure. Chaque groupe est positionnable en hauteur et en largeur avec possibilité de pivoter pour trouver le point de soudure le meilleur. Le positionnement vertical a lieu au moyen d'un motoréducteur. Tête fixe. 3 groupes de soudure. Chaque groupe est positionnable en hauteur et en largeur avec possibilité de pivoter pour trouver le point de soudure le meilleur. Le positionnement vertical a lieu au moyen d'un motoréducteur. Tête mobile Composée de: 1 tête d'entraînement sur le châssis (au moyen de moteur contrôlé électroniquement), équipée avec 3 étaux pour le blocage-déblocage pneumatique des fils longitudinaux. Structure pour l'entraînement de la cage d'armature intermédiaire, dont le 'pas' est défini par ordinateur. Poutre centrale. Composée de: 1 châssis pour le déplacement en avant et le soutien de la cage d'armature intermédiaire durant sa formation. Dotée en outre de couloirs inclinés pour l'évacuation des cages d'armatures soudées. Ordinateur industriel modèle 'Idea-Control', en mesure d'opérer également dans les milieux les plus hostiles. Doté d'écran vidéo alphanumérique pour la gestion des multiples fonctions de la machine.
Machine pour assembler les cages, appliquant le 'Schnell System' exclusif (breveté): grâce à trois fils longitudinaux de petit diamètre, positionnables en n'importe quel point externe de l'étrier, IDEA assemble une 'cage d'armature intermédiaire' à partir d'étriers de n'importe quelle forme et dimension. L'utilisation est très simple: on insère les étriers; puis, les pinces soudent les étriers aux trois fils longitudinaux; toute la cage d'armature se déplace vers l'avant avec des mouvements contrôlés et programmables. A la cage d'armature ainsi obtenue l'on fixe ensuite les barres portantes de la structure: les étriers étant déjà fixés et espacés il suffit de lier les barres tous les 5-6 étriers. Tête fixe. 3 groupes de soudure. Chaque groupe est positionnable en hauteur et en largeur avec possibilité de pivoter pour trouver le point de soudure le meilleur. Le positionnement vertical a lieu au moyen d'un motoréducteur. Tête fixe. 3 groupes de soudure. Chaque groupe est positionnable en hauteur et en largeur avec possibilité de pivoter pour trouver le point de soudure le meilleur. Le positionnement vertical a lieu au moyen d'un motoréducteur. Tête mobile Composée de: 1 tête d'entraînement sur le châssis (au moyen de moteur contrôlé électroniquement), équipée avec 3 étaux pour le blocage-déblocage pneumatique des fils longitudinaux. Structure pour l'entraînement de la cage d'armature intermédiaire, dont le 'pas' est défini par ordinateur. Poutre centrale. Composée de: 1 châssis pour le déplacement en avant et le soutien de la cage d'armature intermédiaire durant sa formation. Dotée en outre de couloirs inclinés pour l'évacuation des cages d'armatures soudées. Ordinateur industriel modèle 'Idea-Control', en mesure d'opérer également dans les milieux les plus hostiles. Doté d'écran vidéo alphanumérique pour la gestion des multiples fonctions de la machine. -
 Machine pour le façonnage de pieux cylindriques à spirale soudée et pas programmable. La machine se caractérise par son encombrement longitudinal réduit, parce que la soudure est effectuée à bord d’une tête mobile et que la zone de chargement des barres est de type télescopique, dont l’encombrement diminue au fur et à mesure que la tête de soudure avance. Touret dérouleur Positionné latéralement par rapport au corps de la machine, il contient la bobine du fil qui formera la spirale. Le touret bouge avec le disque mobile sur lequel est montée la soudeuse. Rayonnage Il a le but de séparer entre elle les barres qui iront former la cage. Le rayonnage est monté sur le disque mobile, il a donc le même mouvement de rotation de ce dernier et il diminue au fur et à mesure que la tête de soudure avance. Ils ont la fonction de soutenir la cage durant sa formation, ils se soulèvent automatiquement et ils s'arrêtent dès que les rouleaux d'appui du support touchent la cage. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Le nouveau contrôle de la GTCM PRO Telescope a été incorporé sur la structure de base, permettant ainsi de diminuer les cotes d'encombrement de la machine tout en dégageant la zone de travail de l'opérateur. Il est équipé d'un écran tactile, d'une mémoire flash et d'une adaptation pour la ligne série. Il permet également de varier la vitesse d'exécution de la cage, sans interruptions du cycle d'usinage; réaliser des cages à pas variable, définir combien il faut souder de croisillons et soulever les supports en automatique.
Machine pour le façonnage de pieux cylindriques à spirale soudée et pas programmable. La machine se caractérise par son encombrement longitudinal réduit, parce que la soudure est effectuée à bord d’une tête mobile et que la zone de chargement des barres est de type télescopique, dont l’encombrement diminue au fur et à mesure que la tête de soudure avance. Touret dérouleur Positionné latéralement par rapport au corps de la machine, il contient la bobine du fil qui formera la spirale. Le touret bouge avec le disque mobile sur lequel est montée la soudeuse. Rayonnage Il a le but de séparer entre elle les barres qui iront former la cage. Le rayonnage est monté sur le disque mobile, il a donc le même mouvement de rotation de ce dernier et il diminue au fur et à mesure que la tête de soudure avance. Ils ont la fonction de soutenir la cage durant sa formation, ils se soulèvent automatiquement et ils s'arrêtent dès que les rouleaux d'appui du support touchent la cage. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Le nouveau contrôle de la GTCM PRO Telescope a été incorporé sur la structure de base, permettant ainsi de diminuer les cotes d'encombrement de la machine tout en dégageant la zone de travail de l'opérateur. Il est équipé d'un écran tactile, d'une mémoire flash et d'une adaptation pour la ligne série. Il permet également de varier la vitesse d'exécution de la cage, sans interruptions du cycle d'usinage; réaliser des cages à pas variable, définir combien il faut souder de croisillons et soulever les supports en automatique. -
 Pour la vibration ponctuelle du béton même dans les cas les plus compliqués, lorsque la vibration appliquée au coffrage n’est pas possible, notre aiguille vibrante pneumatique robuste, fiable, sûre, sans entretien, est la solution adéquate. Nous vous proposons nos aiguilles vibrantes pneumatiques à haute fréquence sans roulements, sans lubrification, formées d’un corps vibrant en acier antiusure, un tuyau de manoeuvre en caoutchouc antiabrasion et antihuile, robinet à poignée silencieux avec filtre à air et connexion 3/4”. Alimentation par air comprimé à 6 Bar.
Pour la vibration ponctuelle du béton même dans les cas les plus compliqués, lorsque la vibration appliquée au coffrage n’est pas possible, notre aiguille vibrante pneumatique robuste, fiable, sûre, sans entretien, est la solution adéquate. Nous vous proposons nos aiguilles vibrantes pneumatiques à haute fréquence sans roulements, sans lubrification, formées d’un corps vibrant en acier antiusure, un tuyau de manoeuvre en caoutchouc antiabrasion et antihuile, robinet à poignée silencieux avec filtre à air et connexion 3/4”. Alimentation par air comprimé à 6 Bar. -
 Pour la vibration ponctuelle du béton, lorsque la vibration au coffrage n’est pas possible ou sur des chantiers d’accès difficile, la solution est notre aiguille vibrante électrique à H.F. avec convertisseur fonctionnant même par courant monophasé et sans entretien. Ces aiguilles vibrantes électriques à H.F. sont formées par une partie immergée avec moteur électrique spécial à protection H, tuyau en caoutchouc antiabrasion de 5 m de long, câble d’alimentation de 10 m, interrupteur en boîte étanche, fiche CEE 42V / 32A. Toutes les aiguilles sont alimentées par courant 42V – 200Hz. Pour un bon refroidissement du moteur, lorsque l’aiguille est en fonction, elle doit être complètement plongée dans le béton. Pour alimenter l’aiguille avec 400V – 50Hz ou 230V - 50Hz, il faut utiliser un convertisseur de tension et fréquence solide, maniable, de petites dimensions.
Pour la vibration ponctuelle du béton, lorsque la vibration au coffrage n’est pas possible ou sur des chantiers d’accès difficile, la solution est notre aiguille vibrante électrique à H.F. avec convertisseur fonctionnant même par courant monophasé et sans entretien. Ces aiguilles vibrantes électriques à H.F. sont formées par une partie immergée avec moteur électrique spécial à protection H, tuyau en caoutchouc antiabrasion de 5 m de long, câble d’alimentation de 10 m, interrupteur en boîte étanche, fiche CEE 42V / 32A. Toutes les aiguilles sont alimentées par courant 42V – 200Hz. Pour un bon refroidissement du moteur, lorsque l’aiguille est en fonction, elle doit être complètement plongée dans le béton. Pour alimenter l’aiguille avec 400V – 50Hz ou 230V - 50Hz, il faut utiliser un convertisseur de tension et fréquence solide, maniable, de petites dimensions. -

 Machine pour la production des pieux cylindriques avec spirale soudée et pas programmable (Ø 1600 mm). La haute flexibilité et la productivité de l’installation est garantie par la configuration particulière de la machine et par le système de soudage SAF 3000, qui rend le procès entièrement automatique. La réalisation de cages carrées, ainsi que rectangulaires ou bien avec barres pliées au bout (90°, pointe de crayon et cou de bouteille) est possible.
Machine pour la production des pieux cylindriques avec spirale soudée et pas programmable (Ø 1600 mm). La haute flexibilité et la productivité de l’installation est garantie par la configuration particulière de la machine et par le système de soudage SAF 3000, qui rend le procès entièrement automatique. La réalisation de cages carrées, ainsi que rectangulaires ou bien avec barres pliées au bout (90°, pointe de crayon et cou de bouteille) est possible. -
 Sur les chantiers de préfabrication, pour obtenir une finition impeccable des éléments en béton à résistance très élevée, la vibration à haute fréquence est une nécessité absolue. Nous vous proposons des vibrateurs électriques à moteur asynchrone triphasé, supportés par une robuste ossature et assemblés pour une protection IP 65.7. Disponibles avec fixation à plaque ou à berceau. Les vibrateurs série AFC et AFP à haute fréquence ou à fréquence de réseau sont utilisés sur les coffrages ou les tables vibrantes pour la réalisation d’éléments en béton • ALIMENTATION TRIPHASEE Sur demande, Bianchi Casseforme peut fournir le convertisseur de fréquence adéquat pour le fonctionnement de ses propres vibrateurs.
Sur les chantiers de préfabrication, pour obtenir une finition impeccable des éléments en béton à résistance très élevée, la vibration à haute fréquence est une nécessité absolue. Nous vous proposons des vibrateurs électriques à moteur asynchrone triphasé, supportés par une robuste ossature et assemblés pour une protection IP 65.7. Disponibles avec fixation à plaque ou à berceau. Les vibrateurs série AFC et AFP à haute fréquence ou à fréquence de réseau sont utilisés sur les coffrages ou les tables vibrantes pour la réalisation d’éléments en béton • ALIMENTATION TRIPHASEE Sur demande, Bianchi Casseforme peut fournir le convertisseur de fréquence adéquat pour le fonctionnement de ses propres vibrateurs. -
 CM PRO 1100 réalise des poteaux cylindriques et prismatiques avec spirale soudée et à pas programmable, mais grâce à l'équipement de série des servomoteurs, à la nouvelle structure monobloc et à d'autres innovations importantes, c'est une machine plus souple, rapide, sûre, novatrice et transportable. Structure en tube, entrecoupée de plaques percées revêtues en polyzène antichoc, dans les trous desquelles sont fixés des piquets qui ont le rôle de séparer les barres qui doivent former la cage. Le rayonnage est accroché sur le disque fixe, il a donc le même mouvement de rotation que ce dernier et se couche sur les berceaux grâce à des roues revêtues en polyuréthane fixées à l'extrémité de certains piquets. Ils ont la fonction de soutenir la cage durant sa formation, ils se soulèvent automatiquement et ils s'arrêtent dès que les rouleaux d'appui du support touchent la cage. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. Disque mobile C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. El disque mobile suspendu, accroché à la structure principale, et équipé de servomoteurs qui lui confèrent une plus grande précision et vitesse. Grâce au disque mobile suspendu, il a été possible d'étudier et d'appliquer un système d'évacuation novateur des cages avec goulottes actionnées hydrauliquement: l'intervention de la grue, pour l'évacuation de la cage, n'est plus nécessaire et on peut reprendre immédiatement le cycle d'usinage. Grâce au disque mobile suspendu, il a été possible d'étudier et d'appliquer un système d'évacuation novateur des cages avec goulottes actionnées hydrauliquement: l'intervention de la grue, pour l'évacuation de la cage, n'est plus nécessaire et on peut reprendre immédiatement le cycle d'usinage. Le nouveau contrôle de la CM 1100 xp a été incorporé sur la structure de base, permettant ainsi de diminuer les cotes d'encombrement de la machine tout en dégageant la zone de travail de l'opérateur. Il est équipé d'un écran tactile, d'une mémoire flash et d'une adaptation pour la ligne série. Il permet également de varier la vitesse d'exécution de la cage, sans interruptions du cycle d'usinage; réaliser des cages à pas variable, définir combien il faut souder de croisillons et soulever les supports en automatique.
CM PRO 1100 réalise des poteaux cylindriques et prismatiques avec spirale soudée et à pas programmable, mais grâce à l'équipement de série des servomoteurs, à la nouvelle structure monobloc et à d'autres innovations importantes, c'est une machine plus souple, rapide, sûre, novatrice et transportable. Structure en tube, entrecoupée de plaques percées revêtues en polyzène antichoc, dans les trous desquelles sont fixés des piquets qui ont le rôle de séparer les barres qui doivent former la cage. Le rayonnage est accroché sur le disque fixe, il a donc le même mouvement de rotation que ce dernier et se couche sur les berceaux grâce à des roues revêtues en polyuréthane fixées à l'extrémité de certains piquets. Ils ont la fonction de soutenir la cage durant sa formation, ils se soulèvent automatiquement et ils s'arrêtent dès que les rouleaux d'appui du support touchent la cage. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. Disque mobile C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. El disque mobile suspendu, accroché à la structure principale, et équipé de servomoteurs qui lui confèrent une plus grande précision et vitesse. Grâce au disque mobile suspendu, il a été possible d'étudier et d'appliquer un système d'évacuation novateur des cages avec goulottes actionnées hydrauliquement: l'intervention de la grue, pour l'évacuation de la cage, n'est plus nécessaire et on peut reprendre immédiatement le cycle d'usinage. Grâce au disque mobile suspendu, il a été possible d'étudier et d'appliquer un système d'évacuation novateur des cages avec goulottes actionnées hydrauliquement: l'intervention de la grue, pour l'évacuation de la cage, n'est plus nécessaire et on peut reprendre immédiatement le cycle d'usinage. Le nouveau contrôle de la CM 1100 xp a été incorporé sur la structure de base, permettant ainsi de diminuer les cotes d'encombrement de la machine tout en dégageant la zone de travail de l'opérateur. Il est équipé d'un écran tactile, d'une mémoire flash et d'une adaptation pour la ligne série. Il permet également de varier la vitesse d'exécution de la cage, sans interruptions du cycle d'usinage; réaliser des cages à pas variable, définir combien il faut souder de croisillons et soulever les supports en automatique. -
 Pour la préfabrication de petits objets, dans les installations industrielles, sur tables vibrantes, le vibrateur électrique à fréquence standard est la solution idéale. Réalisés avec moteurs asynchrones triphasés, supportés par une robuste ossature et assemblés pour une protection IP 65.7, ils sont à même de satisfaire définitivement toute exigence de vibration. Les vibrateurs de la série BF satisfont presque toutes les applications de vibration industrielle.
Pour la préfabrication de petits objets, dans les installations industrielles, sur tables vibrantes, le vibrateur électrique à fréquence standard est la solution idéale. Réalisés avec moteurs asynchrones triphasés, supportés par une robuste ossature et assemblés pour une protection IP 65.7, ils sont à même de satisfaire définitivement toute exigence de vibration. Les vibrateurs de la série BF satisfont presque toutes les applications de vibration industrielle. -
 Les vibrateurs série VFP/VFC à fréquence variable sont utilisés sur les coffrages ou sur les tables vibrantes pour la production d’éléments préfabriqués, ayant des vibrations à haute fréquence perfectionnées par un réglage précis de la vitesse. Ceci permet un rendement optimal de l’installation et un abaissement remarquable du bruit par rapport aux systèmes traditionnels. Les vibrateurs série VFP/VFC peuvent être produits avec des masses 'auto-déphasantes' pour une vibration diférenciée entre le remplissage du coffrage et la finition de l’élément préfabriqué. ALIMENTATION TRIPHASEE En alimentation standard: - 2 Pôles - 42V - 0-100 Hz– 0 - 6 000 rpm - 4 Pôles - 400V - 0-100 Hz – 0 – 6 000 rpm VARIATEUR DE FREQUENCE (INVERTISSEUR) Les vibrateurs série VFP/VFC peuvent être commandés par n’importe quel type d’invertisseur type PWM à couple constant. Sur demande, Bianchi Casseforme est en mesure de fournir des installations de vibration informatisées.
Les vibrateurs série VFP/VFC à fréquence variable sont utilisés sur les coffrages ou sur les tables vibrantes pour la production d’éléments préfabriqués, ayant des vibrations à haute fréquence perfectionnées par un réglage précis de la vitesse. Ceci permet un rendement optimal de l’installation et un abaissement remarquable du bruit par rapport aux systèmes traditionnels. Les vibrateurs série VFP/VFC peuvent être produits avec des masses 'auto-déphasantes' pour une vibration diférenciée entre le remplissage du coffrage et la finition de l’élément préfabriqué. ALIMENTATION TRIPHASEE En alimentation standard: - 2 Pôles - 42V - 0-100 Hz– 0 - 6 000 rpm - 4 Pôles - 400V - 0-100 Hz – 0 – 6 000 rpm VARIATEUR DE FREQUENCE (INVERTISSEUR) Les vibrateurs série VFP/VFC peuvent être commandés par n’importe quel type d’invertisseur type PWM à couple constant. Sur demande, Bianchi Casseforme est en mesure de fournir des installations de vibration informatisées. -
 Pour le fonctionnement des vibrateurs à haute fréquence, il faut interposer, entre la ligne d’alimentation et les vibrateurs, un convertisseur spécifique pour transformer une tension de 230/400V à l’entrée en 42V – 150 Hz à la sortie pour vibrateur à 9 000 tours, ou 42V – 200 Hz pour vibrateur à 6 000 tours. L’équipement est complété par un tableau électrique de contrôle.
Pour le fonctionnement des vibrateurs à haute fréquence, il faut interposer, entre la ligne d’alimentation et les vibrateurs, un convertisseur spécifique pour transformer une tension de 230/400V à l’entrée en 42V – 150 Hz à la sortie pour vibrateur à 9 000 tours, ou 42V – 200 Hz pour vibrateur à 6 000 tours. L’équipement est complété par un tableau électrique de contrôle. -
 Nous fournissons aussi des bases vibrantes coulissantes spéciales à blocage pneumatique, hydraulique ou mécanique avec des vibrateurs pneumatiques ou électriques.
Nous fournissons aussi des bases vibrantes coulissantes spéciales à blocage pneumatique, hydraulique ou mécanique avec des vibrateurs pneumatiques ou électriques. -
 Pour obtenir des surfaces parfaites, pour atteindre la plus haute résistance du béton, la vibration pneumatique est la solution la plus adéquate. Le champ d’application recouvre aussi bien les chantiers de préfabrication que les chantiers en tunnel, garantissant toujours le plus haut niveau de prévention d’accidents, fiabilité optimale, aucun entretien. Le vibrateur pneumatique élimine le risque de la résonance en adaptant à chaque instant son nombre de tours.
Pour obtenir des surfaces parfaites, pour atteindre la plus haute résistance du béton, la vibration pneumatique est la solution la plus adéquate. Le champ d’application recouvre aussi bien les chantiers de préfabrication que les chantiers en tunnel, garantissant toujours le plus haut niveau de prévention d’accidents, fiabilité optimale, aucun entretien. Le vibrateur pneumatique élimine le risque de la résonance en adaptant à chaque instant son nombre de tours. -
 Rive/ Séparateur magnétique H-120-160-200 mm avec rehaussement H=20-40-50-60-80-100 mm, hauteur de la rive de 300mm. Disponible aussi avec bord façonné type mâle / femelle. Longueurs spéciales sur demande
Rive/ Séparateur magnétique H-120-160-200 mm avec rehaussement H=20-40-50-60-80-100 mm, hauteur de la rive de 300mm. Disponible aussi avec bord façonné type mâle / femelle. Longueurs spéciales sur demande -

 Banc de coupe automatique à fonctionnement électromécanique avec 3 voies de transport à rouleaux. Flexible et rapide il se distingue de par l'adoption de la technologie électromécanique, garantissant: - précision élevée; - niveau de bruit extrêmement contenu; - réduction de la consommation; - économie de l'entretien.
Banc de coupe automatique à fonctionnement électromécanique avec 3 voies de transport à rouleaux. Flexible et rapide il se distingue de par l'adoption de la technologie électromécanique, garantissant: - précision élevée; - niveau de bruit extrêmement contenu; - réduction de la consommation; - économie de l'entretien. -
 Rive/ Séparateur magnétique H-120-160-200 mm avec rehaussement H=20-40-50-60-80-100 mm, hauteur de la rive de 300mm. Disponible aussi avec bord façonné type mâle / femelle. Longueurs spéciales sur demande.
Rive/ Séparateur magnétique H-120-160-200 mm avec rehaussement H=20-40-50-60-80-100 mm, hauteur de la rive de 300mm. Disponible aussi avec bord façonné type mâle / femelle. Longueurs spéciales sur demande. -
 La nouvelle génération d’aimants dénommée commercialement BI-BLOK, est le résultat de l’évolution de la série historique, qui s’était fait connaitre pour sa puissance, sa facilité d’emploi et sa flexibilité dans les nouvelles applications. Force d'adhérence, 1 300 kg, disponible aussi dans la version de hauteur réduite, hauteur totale de l’aimant pendant l’adhérence de 50 mm, idéal pour les applications qui nécessitent une hauteur basse comme pendant la diminution des ailes du moule TT.
La nouvelle génération d’aimants dénommée commercialement BI-BLOK, est le résultat de l’évolution de la série historique, qui s’était fait connaitre pour sa puissance, sa facilité d’emploi et sa flexibilité dans les nouvelles applications. Force d'adhérence, 1 300 kg, disponible aussi dans la version de hauteur réduite, hauteur totale de l’aimant pendant l’adhérence de 50 mm, idéal pour les applications qui nécessitent une hauteur basse comme pendant la diminution des ailes du moule TT. -
 Merci à son système innovateur de chargement Mega Genius prélève, compte et transporte les barres en alimentant les lignes de coupe de façon complètement automatique. Avec Mega Genius il est possible d’épargner argent, temps et obtenir une majeur production due à sa flexibilité. Avantages:
Merci à son système innovateur de chargement Mega Genius prélève, compte et transporte les barres en alimentant les lignes de coupe de façon complètement automatique. Avec Mega Genius il est possible d’épargner argent, temps et obtenir une majeur production due à sa flexibilité. Avantages:- ‘Mega Genius’ est très rapide par conséquentil est possibled’ alimenter un majeur numéro de barres par rapport à une alimentation de type manuelle: le résultat c’ est un accroissement de la production horaire de chaque ligne de coupe.
- Le travail dangereux et fatigant de l’alimentation manuelle des barres disparaît complètement et de suite la nécessité d’ avoir des personne préposé à cette opération, engendrant un grand épargne sur les frais de main-d’œuvre.
- L’élimination de l’alimentation manuelle des barres augmente le niveau de sécurité sur le lieu de travail.
- La structure de Mega Genius permet de augmenter les stockages, en permettant de mettre à disposition du chargement plus barres de diamètres et longueurs différentes. Il est possible d’obtenir :
- Une grande réduction du temps de programmation de la machine ;
- Les dimensions de l’implantation dépendent de la place à disposition du client ;
- Majeur flexibilité de l’implantation.
- La possibilité de optimiser les coupes permet une grande réduction des déchet.
-
 La nouvelle génération d’aimants dénommée commercialement BI-BLOK, est le résultat de l’évolution de la série historique, qui s’était fait connaitre pour sa puissance, sa facilité d’emploi et sa flexibilité dans les nouvelles applications. Force d'adhérence, 1300 kg.
La nouvelle génération d’aimants dénommée commercialement BI-BLOK, est le résultat de l’évolution de la série historique, qui s’était fait connaitre pour sa puissance, sa facilité d’emploi et sa flexibilité dans les nouvelles applications. Force d'adhérence, 1300 kg. -

 Installation intégrée pour la coupe, l'optimisation et le stockage des barres, basée sur cisaille CHV 160, montée sur bâti fixe, avec lame de 160 mm, voie de mesure et de coupe VBM1 à butée mobile, avec déchargement sur 1 seul côté.
Installation intégrée pour la coupe, l'optimisation et le stockage des barres, basée sur cisaille CHV 160, montée sur bâti fixe, avec lame de 160 mm, voie de mesure et de coupe VBM1 à butée mobile, avec déchargement sur 1 seul côté. -

 Installation intégrée pour la coupe, l'optimisation, le stockage et le déplacement des barres, spécifique pour productions en série, basée sur cisaille CGS 300, montée sur bâti mobile, avec lame de 300 mm, voie de mesure et de coupe VMT pour la coupe sur mesure des barres et pour leur déchargement à droite ou à gauche. Dans la version VMT SUPERFAST les voies à rouleaux et les systèmes de déchargement sont divisés en deux parties fonctionnant séparément. Ceci garantit un cycle de travail encore plus rapide.
Installation intégrée pour la coupe, l'optimisation, le stockage et le déplacement des barres, spécifique pour productions en série, basée sur cisaille CGS 300, montée sur bâti mobile, avec lame de 300 mm, voie de mesure et de coupe VMT pour la coupe sur mesure des barres et pour leur déchargement à droite ou à gauche. Dans la version VMT SUPERFAST les voies à rouleaux et les systèmes de déchargement sont divisés en deux parties fonctionnant séparément. Ceci garantit un cycle de travail encore plus rapide. -

 Installation intégrée pour la coupe, l'optimisation, le stockage et le déplacement des barres, spécifique pour productions en série, basée sur cisaille CGS 500, montée sur bâti mobile, avec lame de 500 mm, voie de mesure et de coupe VMT pour la coupe sur mesure des barres et pour leur déchargement à droite ou à gauche. Dans la version VMT SUPERFAST les voies à rouleaux et les systèmes de déchargement sont divisés en deux parties fonctionnant séparément. Ceci garantit un cycle de travail encore plus rapide.
Installation intégrée pour la coupe, l'optimisation, le stockage et le déplacement des barres, spécifique pour productions en série, basée sur cisaille CGS 500, montée sur bâti mobile, avec lame de 500 mm, voie de mesure et de coupe VMT pour la coupe sur mesure des barres et pour leur déchargement à droite ou à gauche. Dans la version VMT SUPERFAST les voies à rouleaux et les systèmes de déchargement sont divisés en deux parties fonctionnant séparément. Ceci garantit un cycle de travail encore plus rapide. -
 La nouvelle génération d’aimants dénommée commercialement BI-BLOK, est le résultat de l’évolution de la série historique, qui s’était fait connaitre pour sa puissance, sa facilité d’emploi et sa flexibilité dans les nouvelles applications. Force d'adhérence, 2000 kg.
La nouvelle génération d’aimants dénommée commercialement BI-BLOK, est le résultat de l’évolution de la série historique, qui s’était fait connaitre pour sa puissance, sa facilité d’emploi et sa flexibilité dans les nouvelles applications. Force d'adhérence, 2000 kg. -

 Banc de coupe automatique à fonctionnement électromécanique avec 2 poches latérales pliables. Mobi-Pocket permet le déchargement et la sortie latérale des barres réduisant considérablement l'encombrement. Flexible et rapide il se distingue de par l'adoption de la technologie électromécanique, garantissant: - précision élevée; - niveau du bruit extrêmement contenu; - réduction de la consommation; - économie au niveau de l'entretien.
Banc de coupe automatique à fonctionnement électromécanique avec 2 poches latérales pliables. Mobi-Pocket permet le déchargement et la sortie latérale des barres réduisant considérablement l'encombrement. Flexible et rapide il se distingue de par l'adoption de la technologie électromécanique, garantissant: - précision élevée; - niveau du bruit extrêmement contenu; - réduction de la consommation; - économie au niveau de l'entretien. -
 La nouvelle génération d’aimants dénommée commercialement BI-BLOK, est le résultat de l’évolution de la série historique, qui s’était fait connaitre pour sa puissance, sa facilité d’emploi et sa flexibilité dans les nouvelles applications. Force d'adhérence, 2450 kg
La nouvelle génération d’aimants dénommée commercialement BI-BLOK, est le résultat de l’évolution de la série historique, qui s’était fait connaitre pour sa puissance, sa facilité d’emploi et sa flexibilité dans les nouvelles applications. Force d'adhérence, 2450 kg -
 La nouvelle génération d’aimants dénommée commercialement BI-BLOK, est le résultat de l’évolution de la série historique, qui s’était faite connaitre pour sa puissance, facilité d’emploie et flexibilité dans les nouvelles applications. Force d'adhérence, 600kg.
La nouvelle génération d’aimants dénommée commercialement BI-BLOK, est le résultat de l’évolution de la série historique, qui s’était faite connaitre pour sa puissance, facilité d’emploie et flexibilité dans les nouvelles applications. Force d'adhérence, 600kg. -

 Banc de coupe automatique à fonctionnement électromécanique avec 5 voies de transport à rouleaux et un canal auxiliaire de transport des barres. Grâce à la présence du deuxième canal de transport parallèle à l'unité de coupe, les barres prédécoupées peuvent être réparties sur toute la longueur des voies à rouleaux en optimisant l'utilisation. Ainsi, il est possible d'utiliser la même voie à rouleaux pour stocker des ordres différents. C’est comme avoir un plus grand nombre de voies à rouleaux permettant une meilleure optimisation de coupe réduisant ainsi la quantité de chutes. Le banc de coupe "OPTIBAT 5" représente la solution idéale pour la coupe des barres pour ceux qui effectuent un grand nombre de petites commandes et en particulier pour ceux qui produisent pour le résidentiel. Flexible et rapide il se distingue de par l'adoption de la technologie électromécanique, garantissant: - précision élevée; - niveau de bruit extrêmement contenu; - réduction de la consommation; - économie de l'entretien.
Banc de coupe automatique à fonctionnement électromécanique avec 5 voies de transport à rouleaux et un canal auxiliaire de transport des barres. Grâce à la présence du deuxième canal de transport parallèle à l'unité de coupe, les barres prédécoupées peuvent être réparties sur toute la longueur des voies à rouleaux en optimisant l'utilisation. Ainsi, il est possible d'utiliser la même voie à rouleaux pour stocker des ordres différents. C’est comme avoir un plus grand nombre de voies à rouleaux permettant une meilleure optimisation de coupe réduisant ainsi la quantité de chutes. Le banc de coupe "OPTIBAT 5" représente la solution idéale pour la coupe des barres pour ceux qui effectuent un grand nombre de petites commandes et en particulier pour ceux qui produisent pour le résidentiel. Flexible et rapide il se distingue de par l'adoption de la technologie électromécanique, garantissant: - précision élevée; - niveau de bruit extrêmement contenu; - réduction de la consommation; - économie de l'entretien. -

 Installation intégrée pour la coupe et le stockage des barres coupées sur mesure, composée par des redresseuses automatiques rapides avec rouleaux (type Reta) travaillant des bobines jusqu'à Ø 20mm. Vitesse d'entraînement jusqu'à 300 m/min. L'installation est entièrement personnalisable et modulable grâce à une large gamme d'accessoires disponibles. - Changement rapide de bobine : système breveté de changement automatique des fils horizontaux (en option) - Redresseurs (horizontaux-verticaux) à contrôle électronique et réglage indépendant sur les 2 fers - Coupe ayant des moteurs Brushless avec guide-fil réglable, couteaux fixes et mobiles - Rouleaux d’extraction de la dernière partie de la bobine - Téléassistance
Installation intégrée pour la coupe et le stockage des barres coupées sur mesure, composée par des redresseuses automatiques rapides avec rouleaux (type Reta) travaillant des bobines jusqu'à Ø 20mm. Vitesse d'entraînement jusqu'à 300 m/min. L'installation est entièrement personnalisable et modulable grâce à une large gamme d'accessoires disponibles. - Changement rapide de bobine : système breveté de changement automatique des fils horizontaux (en option) - Redresseurs (horizontaux-verticaux) à contrôle électronique et réglage indépendant sur les 2 fers - Coupe ayant des moteurs Brushless avec guide-fil réglable, couteaux fixes et mobiles - Rouleaux d’extraction de la dernière partie de la bobine - Téléassistance -
 Les douilles de levage sont le moyen le plus largement utilisé, le plus simple et aussi le plus économique en absolu parmi tous les produits disponibles sur le marché. En outre, pour le levage d’éléments fins ou de poutres ayant un noyau fin, la douille solidaire, avec sa barre renforcée, est sans égal car elle transmet directement et rapidement la charge en profondeur. Pour être sûr d’utiliser le type de levage juste, prière de consulter la section relative dédiée aux ancres et pour le choix et le contrôle de la douille, là aussi, vérifier la section équivalente des ancres. Dans le cas spécifique des douilles de levage, le constructeur garantit que la rupture du système douille-élingue en tir axial se produit à plus de 4 fois le tir nominal avec lequel les douilles sont classées commercialement. Naturellement, il faut respecter les distances des bords et les entraxes minimum entre les douilles proches, il faut placer adéquatement chaque douille dans le béton avec des fers d’ancrage et de distribution. Pour les détails de construction plus fréquents, consulter les figures ici reportées. En tout cas, notre service technico-commercial est en mesure de vous informer sur les meilleures techniques utilisées et peut vous suggérer la solution plus efficace, sûre et économique.
Les douilles de levage sont le moyen le plus largement utilisé, le plus simple et aussi le plus économique en absolu parmi tous les produits disponibles sur le marché. En outre, pour le levage d’éléments fins ou de poutres ayant un noyau fin, la douille solidaire, avec sa barre renforcée, est sans égal car elle transmet directement et rapidement la charge en profondeur. Pour être sûr d’utiliser le type de levage juste, prière de consulter la section relative dédiée aux ancres et pour le choix et le contrôle de la douille, là aussi, vérifier la section équivalente des ancres. Dans le cas spécifique des douilles de levage, le constructeur garantit que la rupture du système douille-élingue en tir axial se produit à plus de 4 fois le tir nominal avec lequel les douilles sont classées commercialement. Naturellement, il faut respecter les distances des bords et les entraxes minimum entre les douilles proches, il faut placer adéquatement chaque douille dans le béton avec des fers d’ancrage et de distribution. Pour les détails de construction plus fréquents, consulter les figures ici reportées. En tout cas, notre service technico-commercial est en mesure de vous informer sur les meilleures techniques utilisées et peut vous suggérer la solution plus efficace, sûre et économique.
