-
 Sur les chantiers de préfabrication, pour obtenir une finition impeccable des éléments en béton à résistance très élevée, la vibration à haute fréquence est une nécessité absolue. Nous vous proposons des vibrateurs électriques à moteur asynchrone triphasé, supportés par une robuste ossature et assemblés pour une protection IP 65.7. Disponibles avec fixation à plaque ou à berceau. Les vibrateurs série AFC et AFP à haute fréquence ou à fréquence de réseau sont utilisés sur les coffrages ou les tables vibrantes pour la réalisation d’éléments en béton • ALIMENTATION TRIPHASEE Sur demande, Bianchi Casseforme peut fournir le convertisseur de fréquence adéquat pour le fonctionnement de ses propres vibrateurs.
Sur les chantiers de préfabrication, pour obtenir une finition impeccable des éléments en béton à résistance très élevée, la vibration à haute fréquence est une nécessité absolue. Nous vous proposons des vibrateurs électriques à moteur asynchrone triphasé, supportés par une robuste ossature et assemblés pour une protection IP 65.7. Disponibles avec fixation à plaque ou à berceau. Les vibrateurs série AFC et AFP à haute fréquence ou à fréquence de réseau sont utilisés sur les coffrages ou les tables vibrantes pour la réalisation d’éléments en béton • ALIMENTATION TRIPHASEE Sur demande, Bianchi Casseforme peut fournir le convertisseur de fréquence adéquat pour le fonctionnement de ses propres vibrateurs. -
 Pour la préfabrication de petits objets, dans les installations industrielles, sur tables vibrantes, le vibrateur électrique à fréquence standard est la solution idéale. Réalisés avec moteurs asynchrones triphasés, supportés par une robuste ossature et assemblés pour une protection IP 65.7, ils sont à même de satisfaire définitivement toute exigence de vibration. Les vibrateurs de la série BF satisfont presque toutes les applications de vibration industrielle.
Pour la préfabrication de petits objets, dans les installations industrielles, sur tables vibrantes, le vibrateur électrique à fréquence standard est la solution idéale. Réalisés avec moteurs asynchrones triphasés, supportés par une robuste ossature et assemblés pour une protection IP 65.7, ils sont à même de satisfaire définitivement toute exigence de vibration. Les vibrateurs de la série BF satisfont presque toutes les applications de vibration industrielle. -
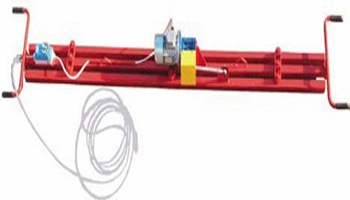
 Pour la vibration ponctuelle du béton, lorsque la vibration au coffrage n’est pas possible ou sur des chantiers d’accès difficile, la solution est notre aiguille vibrante électrique à H.F. avec convertisseur fonctionnant même par courant monophasé et sans entretien. Ces aiguilles vibrantes électriques à H.F. sont formées par une partie immergée avec moteur électrique spécial à protection H, tuyau en caoutchouc antiabrasion de 5 m de long, câble d’alimentation de 10 m, interrupteur en boîte étanche, fiche CEE 42V / 32A. Toutes les aiguilles sont alimentées par courant 42V – 200Hz. Pour un bon refroidissement du moteur, lorsque l’aiguille est en fonction, elle doit être complètement plongée dans le béton. Pour alimenter l’aiguille avec 400V – 50Hz ou 230V - 50Hz, il faut utiliser un convertisseur de tension et fréquence solide, maniable, de petites dimensions.
Pour la vibration ponctuelle du béton, lorsque la vibration au coffrage n’est pas possible ou sur des chantiers d’accès difficile, la solution est notre aiguille vibrante électrique à H.F. avec convertisseur fonctionnant même par courant monophasé et sans entretien. Ces aiguilles vibrantes électriques à H.F. sont formées par une partie immergée avec moteur électrique spécial à protection H, tuyau en caoutchouc antiabrasion de 5 m de long, câble d’alimentation de 10 m, interrupteur en boîte étanche, fiche CEE 42V / 32A. Toutes les aiguilles sont alimentées par courant 42V – 200Hz. Pour un bon refroidissement du moteur, lorsque l’aiguille est en fonction, elle doit être complètement plongée dans le béton. Pour alimenter l’aiguille avec 400V – 50Hz ou 230V - 50Hz, il faut utiliser un convertisseur de tension et fréquence solide, maniable, de petites dimensions. -

 Pour la construction des panneaux, pistes planes: Dimension des panneaux: épaisseur variable de 80 à 400 mm - hauteurs de 2 000 à 4 500 mm - longeurs de 6 000 à 12 000 mm; Largeur de la piste: 2500 - 4500 mm; Hauteur des rives: 50 + 400 mm Longueur de la piste: 6 - 8 - 12 - 25 - 50 - 60 à 100 m
Pour la construction des panneaux, pistes planes: Dimension des panneaux: épaisseur variable de 80 à 400 mm - hauteurs de 2 000 à 4 500 mm - longeurs de 6 000 à 12 000 mm; Largeur de la piste: 2500 - 4500 mm; Hauteur des rives: 50 + 400 mm Longueur de la piste: 6 - 8 - 12 - 25 - 50 - 60 à 100 m -
 Pour obtenir des surfaces parfaites, pour atteindre la plus haute résistance du béton, la vibration pneumatique est la solution la plus adéquate. Le champ d’application recouvre aussi bien les chantiers de préfabrication que les chantiers en tunnel, garantissant toujours le plus haut niveau de prévention d’accidents, fiabilité optimale, aucun entretien. Le vibrateur pneumatique élimine le risque de la résonance en adaptant à chaque instant son nombre de tours.
Pour obtenir des surfaces parfaites, pour atteindre la plus haute résistance du béton, la vibration pneumatique est la solution la plus adéquate. Le champ d’application recouvre aussi bien les chantiers de préfabrication que les chantiers en tunnel, garantissant toujours le plus haut niveau de prévention d’accidents, fiabilité optimale, aucun entretien. Le vibrateur pneumatique élimine le risque de la résonance en adaptant à chaque instant son nombre de tours. -

 Le «bloc thermique renforcé» est un nouveau bloc constitué de deux dalles de béton vibro-pressé, séparés par une âme en polystyrène convenablement profilée et d'épaisseur variable. Les dalles de béton sont reliées par quatre connecteurs d'acier galvanisé de Ø 2-3 mm qui rendent le bloc un seul élément.
Le «bloc thermique renforcé» est un nouveau bloc constitué de deux dalles de béton vibro-pressé, séparés par une âme en polystyrène convenablement profilée et d'épaisseur variable. Les dalles de béton sont reliées par quatre connecteurs d'acier galvanisé de Ø 2-3 mm qui rendent le bloc un seul élément. -
 Règle a mouvement synchrone alternatif pour le lissage superficiel des panneaux. Chariot porte trasformateur
Règle a mouvement synchrone alternatif pour le lissage superficiel des panneaux. Chariot porte trasformateur -
 Vibrateurs à turbine série VT
Vibrateurs à turbine série VT- Bruit inférieur à 70 dB
- Très basse consommation d’air
- Aucun graissage
- Résistant à l’usure
- Petites dimensions
-
 Vibrateurs à rouleau série VR
Vibrateurs à rouleau série VR- Force centrifuge élevée
- Hautes fréquences
- Inertie nulle
- Continuellement réglable
- Graissage minimum
- Petites dimensions
-
 Les vibrateurs série VFP/VFC à fréquence variable sont utilisés sur les coffrages ou sur les tables vibrantes pour la production d’éléments préfabriqués, ayant des vibrations à haute fréquence perfectionnées par un réglage précis de la vitesse. Ceci permet un rendement optimal de l’installation et un abaissement remarquable du bruit par rapport aux systèmes traditionnels. Les vibrateurs série VFP/VFC peuvent être produits avec des masses 'auto-déphasantes' pour une vibration diférenciée entre le remplissage du coffrage et la finition de l’élément préfabriqué. ALIMENTATION TRIPHASEE En alimentation standard: - 2 Pôles - 42V - 0-100 Hz– 0 - 6 000 rpm - 4 Pôles - 400V - 0-100 Hz – 0 – 6 000 rpm VARIATEUR DE FREQUENCE (INVERTISSEUR) Les vibrateurs série VFP/VFC peuvent être commandés par n’importe quel type d’invertisseur type PWM à couple constant. Sur demande, Bianchi Casseforme est en mesure de fournir des installations de vibration informatisées.
Les vibrateurs série VFP/VFC à fréquence variable sont utilisés sur les coffrages ou sur les tables vibrantes pour la production d’éléments préfabriqués, ayant des vibrations à haute fréquence perfectionnées par un réglage précis de la vitesse. Ceci permet un rendement optimal de l’installation et un abaissement remarquable du bruit par rapport aux systèmes traditionnels. Les vibrateurs série VFP/VFC peuvent être produits avec des masses 'auto-déphasantes' pour une vibration diférenciée entre le remplissage du coffrage et la finition de l’élément préfabriqué. ALIMENTATION TRIPHASEE En alimentation standard: - 2 Pôles - 42V - 0-100 Hz– 0 - 6 000 rpm - 4 Pôles - 400V - 0-100 Hz – 0 – 6 000 rpm VARIATEUR DE FREQUENCE (INVERTISSEUR) Les vibrateurs série VFP/VFC peuvent être commandés par n’importe quel type d’invertisseur type PWM à couple constant. Sur demande, Bianchi Casseforme est en mesure de fournir des installations de vibration informatisées. -
 Vibrateurs à bille série VK
Vibrateurs à bille série VK- Démarrage rapide
- Hautes fréquences
- Aucun entretien
- Petites dimensions
- Graissage minimum
-
 Vibrateurs à piston série AC
Vibrateurs à piston série AC- Oscillations linéaires
- Grande amplitude de vibration
- Consommation d’air minimum
- Continuellement réglable
- Graissage minimum
- Petites dimensions
-

 Poutres pour la construction de locaux agricoles type 'BOOMERANG' Longueurs : 12 - 18 - 20 -24 mètres.
Poutres pour la construction de locaux agricoles type 'BOOMERANG' Longueurs : 12 - 18 - 20 -24 mètres. -
 Version spéciale du Speedy conçue pour distribution du béton à grande hauteur. Hauteur utile de distribution : 3.20 m Distance maximum de coulage avec position à 90° : 6.00 m
Version spéciale du Speedy conçue pour distribution du béton à grande hauteur. Hauteur utile de distribution : 3.20 m Distance maximum de coulage avec position à 90° : 6.00 m -
 Les étaux ré-utilisables de type ouvert sont les plus communs dans la précontrainte à câbles adhérents, pour leur simplicité d’utilisation, leur coût réduit, leur facilité d’inspection visuelle et d’entretien. Ils sont réalisés en acier de qualité élevée et soumis à de sévères traitements thermiques assurant un un nombre constant et élevé de réemplois. . ENTRETIEN DES ETAUX
Les étaux ré-utilisables de type ouvert sont les plus communs dans la précontrainte à câbles adhérents, pour leur simplicité d’utilisation, leur coût réduit, leur facilité d’inspection visuelle et d’entretien. Ils sont réalisés en acier de qualité élevée et soumis à de sévères traitements thermiques assurant un un nombre constant et élevé de réemplois. . ENTRETIEN DES ETAUX- Démonter l’étau et tremper dans un bain d’huile pendant 24 heures;
- Nettoyer ensuite à l’air comprimé toutes les pièces;
- Vérifier l’état de la crête du moletage, si nécessaire remplacer les clavettes;
- Remonter les clavettes avec la bague élastique;
- Graisser les clavettes de graphite en poudre;
- Vérifier que la conicité des coins soit identique à celle de la douille.
-
 Centrale adéquate pour 2 vérins de précontrainte, ayant un double circuit hydraulique pour l’utilisation de 2 vérins différents, mais non simultanément.
Centrale adéquate pour 2 vérins de précontrainte, ayant un double circuit hydraulique pour l’utilisation de 2 vérins différents, mais non simultanément. -

Pour la fermeture et le blocage des banches à charnière nous proposons nos étais articulés.
-
 Rive/ Séparateur magnétique H-120-160-200 mm avec rehaussement H=20-40-50-60-80-100 mm, hauteur de la rive de 300mm. Disponible aussi avec bord façonné type mâle / femelle. Longueurs spéciales sur demande.
Rive/ Séparateur magnétique H-120-160-200 mm avec rehaussement H=20-40-50-60-80-100 mm, hauteur de la rive de 300mm. Disponible aussi avec bord façonné type mâle / femelle. Longueurs spéciales sur demande. -
 Rive/ Séparateur magnétique H-120-160-200 mm avec rehaussement H=20-40-50-60-80-100 mm, hauteur de la rive de 300mm. Disponible aussi avec bord façonné type mâle / femelle. Longueurs spéciales sur demande
Rive/ Séparateur magnétique H-120-160-200 mm avec rehaussement H=20-40-50-60-80-100 mm, hauteur de la rive de 300mm. Disponible aussi avec bord façonné type mâle / femelle. Longueurs spéciales sur demande -

 Pour la fabrication de panneaux : tables relevables au moyen de cylindres hydrauliques téléscopiques: Taille des panneaux : Epaisseur variable de 80 à 400 mm - Hauteurs de 2 000 à 4 500 mm - Longueurs de 6 000 à 12 000 mm; Largeurs de : 2 500 – 4 500 mm; Hauteurs de : 50 + 400 mm; Longueurs de tables : 6 - 8 - 12 - 25 - 50 - 60 à 100 m; Fonctionnement Hydraulique.
Pour la fabrication de panneaux : tables relevables au moyen de cylindres hydrauliques téléscopiques: Taille des panneaux : Epaisseur variable de 80 à 400 mm - Hauteurs de 2 000 à 4 500 mm - Longueurs de 6 000 à 12 000 mm; Largeurs de : 2 500 – 4 500 mm; Hauteurs de : 50 + 400 mm; Longueurs de tables : 6 - 8 - 12 - 25 - 50 - 60 à 100 m; Fonctionnement Hydraulique. -
 Le 'SYSTEME DE LEVAGE RAPIDE' offre une méthode rationnelle et sûre pour la manutention des éléments en béton. Les opérations d’enclenchement et de déclenchement de la main de levage sont instantanées et permettent également le levage 'en couteau' des panneaux produits en horizontal avec rapidité, sécurité et économie. Le système ne prévoit aucune pièce soudée ou vissée, ce qui réduit donc les temps de pose au minimum et, surtout, tous les risques causés par un mauvais vissage ou par l’usure du filetage qui sont donc exclus. L’efficacité du 'SYSTEME DE LEVAGE RAPIDE' est témoignée par son large emploi sur les chantiers depuis des dizaines d’années. Les composants du 'SYSTEME DE LEVAGE RAPIDE' sont l’ancre de levage, la main de levage et la réservation en caoutchouc à réutiliser, laquelle, fixée auparavant dans le moule, forme une cavité dans le coulage du béton permettant la prise de la tête de l’ancre par la main de levage.
Le 'SYSTEME DE LEVAGE RAPIDE' offre une méthode rationnelle et sûre pour la manutention des éléments en béton. Les opérations d’enclenchement et de déclenchement de la main de levage sont instantanées et permettent également le levage 'en couteau' des panneaux produits en horizontal avec rapidité, sécurité et économie. Le système ne prévoit aucune pièce soudée ou vissée, ce qui réduit donc les temps de pose au minimum et, surtout, tous les risques causés par un mauvais vissage ou par l’usure du filetage qui sont donc exclus. L’efficacité du 'SYSTEME DE LEVAGE RAPIDE' est témoignée par son large emploi sur les chantiers depuis des dizaines d’années. Les composants du 'SYSTEME DE LEVAGE RAPIDE' sont l’ancre de levage, la main de levage et la réservation en caoutchouc à réutiliser, laquelle, fixée auparavant dans le moule, forme une cavité dans le coulage du béton permettant la prise de la tête de l’ancre par la main de levage. -
 La force de précontrainte est programmable. La station, commandée par le vérin de précontrainte des torons, actionne n’importe quel vérin de précontrainte avec une pression de travail de 350 bar.
La force de précontrainte est programmable. La station, commandée par le vérin de précontrainte des torons, actionne n’importe quel vérin de précontrainte avec une pression de travail de 350 bar. -

 Le système robotique pour la production des panneaux se compose d'une ou plusieurs machines assembleuses qui travaillent en parallèle alimentées par un robot qui charge les treillis d'acier déjà produits, et les plaques de polystyrène déjà coupées. Lors de l'assemblage des panneaux, un autre robot, positionné à la fin de la ligne de production, retire les panneaux, les piles et les lie ainsi qu’ils sont prêts à être transportés.
Le système robotique pour la production des panneaux se compose d'une ou plusieurs machines assembleuses qui travaillent en parallèle alimentées par un robot qui charge les treillis d'acier déjà produits, et les plaques de polystyrène déjà coupées. Lors de l'assemblage des panneaux, un autre robot, positionné à la fin de la ligne de production, retire les panneaux, les piles et les lie ainsi qu’ils sont prêts à être transportés. -
 Machine exprès construite pour la formation de cercles et spirales avec maximum diamètre illimité.
Machine exprès construite pour la formation de cercles et spirales avec maximum diamètre illimité.CARACTERISTIQUES GENERALES RPM pour 1' de 20 jusqu'à 30 Puissance Kw 1,8 Poids Kg 320 Dimensions (LxLxH) 90x70x94 CAPACITÉ DE PLIAGE Fer Ø max 6 Ø max 10 Ø max 14 Ø max 18 Ø max 20 Ø max 22 Ø max 26 Ø max 28 Ø max 30 Ø max 32 Ø max 34 Ø max 36 ø min. spir. ø min. spir. ø min. spir. ø min. spir. ø min. spir. ø min. spir. ø min. spir. ø min. spir. ø min. spir. ø min. spir. ø min. spir. ø min. spir. Res. 650N/mm² 160 180 200 280 320 400 600 1000 1300 1600 2000 3000 Res. 850N/mm² 160 180 200 280 320 400 600 1000 1300 1600 2000 3000 -
Machine exprès construite pour la formation de cercles et spirales avec maximum diamètre illimité.
CARACTERISTIQUES GENERALES RPM pour 1' 22 Puissance Kw 0,75 Poids Kg 200 Dimensions (LxLxH) 76x62x94 CAPACITÉ DE PLIAGE Fer Ø max 6 Ø max 8 Ø max 10 Ø max 12 Ø max 18 Ø max 22 ø min. spirale ø min. spirale ø min. spirale ø min. spirale ø min. spirale ø min. spirale Res.650N/mm² 120 120 140 150 600 900 Res.850N/mm² 120 120 140 150 600 900 -

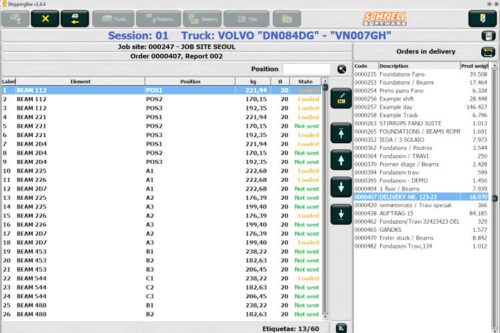 Shipping Bar est un logiciel qui s’occupe de la gestion des commandes d’envoi et des livraisons. Le logiciel contrôle en temps réel les matériaux chargés dans les camions et vérifie que les chargements soient complétés et imprime les documents d’expéditions.
Shipping Bar est un logiciel qui s’occupe de la gestion des commandes d’envoi et des livraisons. Le logiciel contrôle en temps réel les matériaux chargés dans les camions et vérifie que les chargements soient complétés et imprime les documents d’expéditions. -
 Le Machine pour Étriers ES20 peut produire une grande quantité des etrièrs avec une précision extrême grâce à l’outil pour les étriers equipment de serie dédié.
Le Machine pour Étriers ES20 peut produire une grande quantité des etrièrs avec une précision extrême grâce à l’outil pour les étriers equipment de serie dédié.CARACTERISTIQUES GENERALES RPM pour 1' 9 - 18 Puissance Kw 0,75 Poids Kg 230 Dimensions (LxLxH) 70x80x86 CAPACITÉ DE PLIAGE AVEC 9 RPM POUR 1' Fer No.barres No.barres No.barres No.barres No.barres 1 2 3 4 5 Res.650N/mm² Ø max 18 Ø max 16 Ø max 14 Ø max 12 Ø max 10 Res.850N/mm² Ø max 16 Ø max 14 Ø max 12 Ø max 10 Ø max 10 CAPACITÉ DE PLIAGE AVEC 18 RPM POUR 1' Fer No.barres No.barres No.barres No.barres No.barres 1 2 3 4 5 Res.650N/mm² Ø max 14 Ø max 12 Ø max 10 Ø max 10 Ø max 8 Res.850N/mm² Ø max 12 Ø max 10 Ø max 8 Ø max 8 Ø max 6 -
 Il permet de produire une grande quantité des etrièrs avec précision et rapidité. Max. ∅ 20 (rpm=9) – ∅Max. 650 N/mm2 20 – 1 barre 14 – 2 barres 12 – 3 barres (rpm=18) – ∅Max. 650 N/mm2 18 – 1 barre 14 – 2 barres 12 – 3 barres Mot. Kw 1,5 Dimensions cm 76 x 81x 86h Poids Kg 223
Il permet de produire une grande quantité des etrièrs avec précision et rapidité. Max. ∅ 20 (rpm=9) – ∅Max. 650 N/mm2 20 – 1 barre 14 – 2 barres 12 – 3 barres (rpm=18) – ∅Max. 650 N/mm2 18 – 1 barre 14 – 2 barres 12 – 3 barres Mot. Kw 1,5 Dimensions cm 76 x 81x 86h Poids Kg 223 -

 APPS - Advanced Picking Packing System. Robot automatique en mesure d’attrapper les barres droites ou les etriers de formes et dimensions variables directement de la cadreuse et de les ranger et/ou impiler dans un lieu preétabli, dans une zone de travail localisée. APPS permet d’augmenter la productivité et d’ameliorer la securité.
APPS - Advanced Picking Packing System. Robot automatique en mesure d’attrapper les barres droites ou les etriers de formes et dimensions variables directement de la cadreuse et de les ranger et/ou impiler dans un lieu preétabli, dans une zone de travail localisée. APPS permet d’augmenter la productivité et d’ameliorer la securité. -

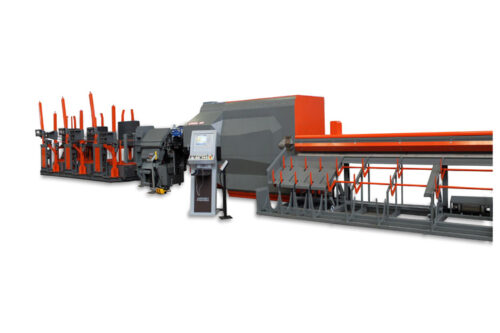
 Installation intégrée pour la coupe et le stockage des barres coupées sur mesure, composée par des redresseuses automatiques rapides avec rouleaux (type Reta) travaillant des bobines jusqu'à Ø 20mm. Vitesse d'entraînement jusqu'à 300 m/min. L'installation est entièrement personnalisable et modulable grâce à une large gamme d'accessoires disponibles. - Changement rapide de bobine : système breveté de changement automatique des fils horizontaux (en option) - Redresseurs (horizontaux-verticaux) à contrôle électronique et réglage indépendant sur les 2 fers - Coupe ayant des moteurs Brushless avec guide-fil réglable, couteaux fixes et mobiles - Rouleaux d’extraction de la dernière partie de la bobine - Téléassistance
Installation intégrée pour la coupe et le stockage des barres coupées sur mesure, composée par des redresseuses automatiques rapides avec rouleaux (type Reta) travaillant des bobines jusqu'à Ø 20mm. Vitesse d'entraînement jusqu'à 300 m/min. L'installation est entièrement personnalisable et modulable grâce à une large gamme d'accessoires disponibles. - Changement rapide de bobine : système breveté de changement automatique des fils horizontaux (en option) - Redresseurs (horizontaux-verticaux) à contrôle électronique et réglage indépendant sur les 2 fers - Coupe ayant des moteurs Brushless avec guide-fil réglable, couteaux fixes et mobiles - Rouleaux d’extraction de la dernière partie de la bobine - Téléassistance -

 Redresseuse multi rotor pour la production de barres droites utilisant fers en bobine jusqu’à 20mm. - Groupe d'entraînement à 4 roues actionné par servomoteurs pour une plus grande vitesse d’usinage; - Vitesse maximale d'entraînement: 140 m/min; - Redresser aves des rotors dédiés, chacun travaillant un diamètre différent, permet une qualité parfaite de redressage et le changement du fil en cours en quelques secondes; - Unité de coupe actionnée par servomoteur qui permet un temps de coupe réduite et haute précision; - Version Twin (Optionnel) avec 2° coupe, 2° cannellette; 2° entrainement: permet le travail de deux barres en même temps, en doublant la productivité de la machine. La machine peut être équipée de: - Entêteur de barres (Optionnel); - Chariot mobile pour collecter et classifier de façon automatique les pièces produites (Optionnel); - Rack de stockage actionnés pneumatiquement (Optionnel).
Redresseuse multi rotor pour la production de barres droites utilisant fers en bobine jusqu’à 20mm. - Groupe d'entraînement à 4 roues actionné par servomoteurs pour une plus grande vitesse d’usinage; - Vitesse maximale d'entraînement: 140 m/min; - Redresser aves des rotors dédiés, chacun travaillant un diamètre différent, permet une qualité parfaite de redressage et le changement du fil en cours en quelques secondes; - Unité de coupe actionnée par servomoteur qui permet un temps de coupe réduite et haute précision; - Version Twin (Optionnel) avec 2° coupe, 2° cannellette; 2° entrainement: permet le travail de deux barres en même temps, en doublant la productivité de la machine. La machine peut être équipée de: - Entêteur de barres (Optionnel); - Chariot mobile pour collecter et classifier de façon automatique les pièces produites (Optionnel); - Rack de stockage actionnés pneumatiquement (Optionnel). -

Redresseuse automatique pour le façonnage du fer en rouleaux laminé à chaud ou tréfilé à froid. Elle permette de réaliser des barres coupées et façonnées jusqu’au ø 20 mm ou double ø 16. Actionnement par servomoteurs électriques digitaux.
-

 Rebar Web est une plateforme web très flexible pour le développement des listes de travaux. Avec Rebar Web, il est possible d’accéder via Internet à tous projets, partout et avec tous appareils électroniques.
Rebar Web est une plateforme web très flexible pour le développement des listes de travaux. Avec Rebar Web, il est possible d’accéder via Internet à tous projets, partout et avec tous appareils électroniques.



