-
 Machine pour produire cercles avec rayon de cintrage illimité (fers pour cerces) et spirales. Actionnement par moteur à deux vitesses: Min 20; Max 30 rpm. Rayon de cintrage reglable d'un minimum de 15 cm. Pour fers à beton Ø 6mm - 32mm.
Machine pour produire cercles avec rayon de cintrage illimité (fers pour cerces) et spirales. Actionnement par moteur à deux vitesses: Min 20; Max 30 rpm. Rayon de cintrage reglable d'un minimum de 15 cm. Pour fers à beton Ø 6mm - 32mm. -
 Machine pour production des cercles, arcs et spirales, pour fers du diamètre 6 au diamètre 40mm. La machine est équipée de 4 roues, dont une est destinée à la stabilisation du rayon de calandrage. La CER 40 est équipée d’un système de mesure de la barre qui permet d’établir de façon entièrement automatique jusqu’à 5 rayons de calandrage différents sur la même barre. Vitesse: min. 13m/min., max. 42m/min.
Machine pour production des cercles, arcs et spirales, pour fers du diamètre 6 au diamètre 40mm. La machine est équipée de 4 roues, dont une est destinée à la stabilisation du rayon de calandrage. La CER 40 est équipée d’un système de mesure de la barre qui permet d’établir de façon entièrement automatique jusqu’à 5 rayons de calandrage différents sur la même barre. Vitesse: min. 13m/min., max. 42m/min. -

- Chanfrein triangulaire en acier laminé soudable, fourni en barres de 4.00 m de long env. et section 10x10 mm.
- Chanfrein triangulaire en acier laminé soudable, fourni en barres de 4.00 m de long env. et section 15x15 mm.
- Chanfrein triangulaire en acier laminé soudable, fourni en barres de 4.00 m de long env. et section 20x20 mm.
- Chanfrein triangulaire en acier laminé soudable, fourni en barres de 4.00 m de long env. et section 25x25 mm.
- Notre société fournit aussi des profils fraisés spéciaux sur demande.
-

 Module logiciel permettant l'importation automatique des données des barres longitudinales des poutres présentes sur les dessins exécutifs. Dans la table il faut inclure explicitement le dessin des fers de ces armatures longitudinales. CLIC-CAD reconnaît les formes, les longueurs et les diamètres des fers des armatures présentes dans les dessins et il importe les données directement sur notre software de gestion GO pour les successives procédures de travail (optimisation de coupe, impression étiquettes, envoi des données de production aux machines, rapports, statistiques, etc.). CLIC-CAD permet donc de : -réduire drastiquement le travail de celui qui traduit les dessins en listes d’usinage, - réduire les erreurs d’insertion de l’opérateur.
Module logiciel permettant l'importation automatique des données des barres longitudinales des poutres présentes sur les dessins exécutifs. Dans la table il faut inclure explicitement le dessin des fers de ces armatures longitudinales. CLIC-CAD reconnaît les formes, les longueurs et les diamètres des fers des armatures présentes dans les dessins et il importe les données directement sur notre software de gestion GO pour les successives procédures de travail (optimisation de coupe, impression étiquettes, envoi des données de production aux machines, rapports, statistiques, etc.). CLIC-CAD permet donc de : -réduire drastiquement le travail de celui qui traduit les dessins en listes d’usinage, - réduire les erreurs d’insertion de l’opérateur. -
 CM PRO 1100 réalise des poteaux cylindriques et prismatiques avec spirale soudée et à pas programmable, mais grâce à l'équipement de série des servomoteurs, à la nouvelle structure monobloc et à d'autres innovations importantes, c'est une machine plus souple, rapide, sûre, novatrice et transportable. Structure en tube, entrecoupée de plaques percées revêtues en polyzène antichoc, dans les trous desquelles sont fixés des piquets qui ont le rôle de séparer les barres qui doivent former la cage. Le rayonnage est accroché sur le disque fixe, il a donc le même mouvement de rotation que ce dernier et se couche sur les berceaux grâce à des roues revêtues en polyuréthane fixées à l'extrémité de certains piquets. Ils ont la fonction de soutenir la cage durant sa formation, ils se soulèvent automatiquement et ils s'arrêtent dès que les rouleaux d'appui du support touchent la cage. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. Disque mobile C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. El disque mobile suspendu, accroché à la structure principale, et équipé de servomoteurs qui lui confèrent une plus grande précision et vitesse. Grâce au disque mobile suspendu, il a été possible d'étudier et d'appliquer un système d'évacuation novateur des cages avec goulottes actionnées hydrauliquement: l'intervention de la grue, pour l'évacuation de la cage, n'est plus nécessaire et on peut reprendre immédiatement le cycle d'usinage. Grâce au disque mobile suspendu, il a été possible d'étudier et d'appliquer un système d'évacuation novateur des cages avec goulottes actionnées hydrauliquement: l'intervention de la grue, pour l'évacuation de la cage, n'est plus nécessaire et on peut reprendre immédiatement le cycle d'usinage. Le nouveau contrôle de la CM 1100 xp a été incorporé sur la structure de base, permettant ainsi de diminuer les cotes d'encombrement de la machine tout en dégageant la zone de travail de l'opérateur. Il est équipé d'un écran tactile, d'une mémoire flash et d'une adaptation pour la ligne série. Il permet également de varier la vitesse d'exécution de la cage, sans interruptions du cycle d'usinage; réaliser des cages à pas variable, définir combien il faut souder de croisillons et soulever les supports en automatique.
CM PRO 1100 réalise des poteaux cylindriques et prismatiques avec spirale soudée et à pas programmable, mais grâce à l'équipement de série des servomoteurs, à la nouvelle structure monobloc et à d'autres innovations importantes, c'est une machine plus souple, rapide, sûre, novatrice et transportable. Structure en tube, entrecoupée de plaques percées revêtues en polyzène antichoc, dans les trous desquelles sont fixés des piquets qui ont le rôle de séparer les barres qui doivent former la cage. Le rayonnage est accroché sur le disque fixe, il a donc le même mouvement de rotation que ce dernier et se couche sur les berceaux grâce à des roues revêtues en polyuréthane fixées à l'extrémité de certains piquets. Ils ont la fonction de soutenir la cage durant sa formation, ils se soulèvent automatiquement et ils s'arrêtent dès que les rouleaux d'appui du support touchent la cage. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. Disque mobile C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. El disque mobile suspendu, accroché à la structure principale, et équipé de servomoteurs qui lui confèrent une plus grande précision et vitesse. Grâce au disque mobile suspendu, il a été possible d'étudier et d'appliquer un système d'évacuation novateur des cages avec goulottes actionnées hydrauliquement: l'intervention de la grue, pour l'évacuation de la cage, n'est plus nécessaire et on peut reprendre immédiatement le cycle d'usinage. Grâce au disque mobile suspendu, il a été possible d'étudier et d'appliquer un système d'évacuation novateur des cages avec goulottes actionnées hydrauliquement: l'intervention de la grue, pour l'évacuation de la cage, n'est plus nécessaire et on peut reprendre immédiatement le cycle d'usinage. Le nouveau contrôle de la CM 1100 xp a été incorporé sur la structure de base, permettant ainsi de diminuer les cotes d'encombrement de la machine tout en dégageant la zone de travail de l'opérateur. Il est équipé d'un écran tactile, d'une mémoire flash et d'une adaptation pour la ligne série. Il permet également de varier la vitesse d'exécution de la cage, sans interruptions du cycle d'usinage; réaliser des cages à pas variable, définir combien il faut souder de croisillons et soulever les supports en automatique. -

 Machine pour la production des pieux cylindriques avec spirale soudée et pas programmable (Ø 1600 mm). La haute flexibilité et la productivité de l’installation est garantie par la configuration particulière de la machine et par le système de soudage SAF 3000, qui rend le procès entièrement automatique. La réalisation de cages carrées, ainsi que rectangulaires ou bien avec barres pliées au bout (90°, pointe de crayon et cou de bouteille) est possible.
Machine pour la production des pieux cylindriques avec spirale soudée et pas programmable (Ø 1600 mm). La haute flexibilité et la productivité de l’installation est garantie par la configuration particulière de la machine et par le système de soudage SAF 3000, qui rend le procès entièrement automatique. La réalisation de cages carrées, ainsi que rectangulaires ou bien avec barres pliées au bout (90°, pointe de crayon et cou de bouteille) est possible. -
 Machine pour le façonnage de pieux cylindriques à spirale soudée et pas programmable. La machine se caractérise par son encombrement longitudinal réduit, parce que la soudure est effectuée à bord d’une tête mobile et que la zone de chargement des barres est de type télescopique, dont l’encombrement diminue au fur et à mesure que la tête de soudure avance. Touret dérouleur Positionné latéralement par rapport au corps de la machine, il contient la bobine du fil qui formera la spirale. Le touret bouge avec le disque mobile sur lequel est montée la soudeuse. Rayonnage Il a le but de séparer entre elle les barres qui iront former la cage. Le rayonnage est monté sur le disque mobile, il a donc le même mouvement de rotation de ce dernier et il diminue au fur et à mesure que la tête de soudure avance. Ils ont la fonction de soutenir la cage durant sa formation, ils se soulèvent automatiquement et ils s'arrêtent dès que les rouleaux d'appui du support touchent la cage. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Le nouveau contrôle de la GTCM PRO Telescope a été incorporé sur la structure de base, permettant ainsi de diminuer les cotes d'encombrement de la machine tout en dégageant la zone de travail de l'opérateur. Il est équipé d'un écran tactile, d'une mémoire flash et d'une adaptation pour la ligne série. Il permet également de varier la vitesse d'exécution de la cage, sans interruptions du cycle d'usinage; réaliser des cages à pas variable, définir combien il faut souder de croisillons et soulever les supports en automatique.
Machine pour le façonnage de pieux cylindriques à spirale soudée et pas programmable. La machine se caractérise par son encombrement longitudinal réduit, parce que la soudure est effectuée à bord d’une tête mobile et que la zone de chargement des barres est de type télescopique, dont l’encombrement diminue au fur et à mesure que la tête de soudure avance. Touret dérouleur Positionné latéralement par rapport au corps de la machine, il contient la bobine du fil qui formera la spirale. Le touret bouge avec le disque mobile sur lequel est montée la soudeuse. Rayonnage Il a le but de séparer entre elle les barres qui iront former la cage. Le rayonnage est monté sur le disque mobile, il a donc le même mouvement de rotation de ce dernier et il diminue au fur et à mesure que la tête de soudure avance. Ils ont la fonction de soutenir la cage durant sa formation, ils se soulèvent automatiquement et ils s'arrêtent dès que les rouleaux d'appui du support touchent la cage. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Disque fixe Disque percé qui tourne de façon synchronisée avec le disque mobile ; sur celui-ci sont fixées les pinces qui servent à bloquer les barres. Disque mobile Disque ayant le même perçage que le disque fixe. Une fois le diamètre de la barre à réaliser établi, sur le disque fixe sont appliquées et fixées les douilles, à travers lesquelles on fait avancer les barres couchées sur le rayonnage. C'est la structure qui en se déplaçant en avant permettra la formation de la cage et le pas de la spirale. Le nouveau contrôle de la GTCM PRO Telescope a été incorporé sur la structure de base, permettant ainsi de diminuer les cotes d'encombrement de la machine tout en dégageant la zone de travail de l'opérateur. Il est équipé d'un écran tactile, d'une mémoire flash et d'une adaptation pour la ligne série. Il permet également de varier la vitesse d'exécution de la cage, sans interruptions du cycle d'usinage; réaliser des cages à pas variable, définir combien il faut souder de croisillons et soulever les supports en automatique. -

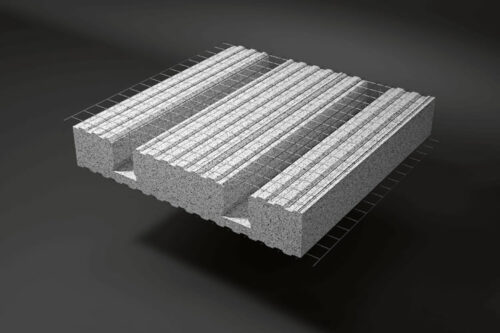
 Pistes pour éléments de type 'alaire' Pistes pour poutres à intrados plat Dalles hautement résistantes à la chaleur
Pistes pour éléments de type 'alaire' Pistes pour poutres à intrados plat Dalles hautement résistantes à la chaleur -
 COIL FLIPPER est un dispositif (breveté) très efficace pour le transport de bobines. Grâce à sa forme innovatrice, il permet la rotation de bobines laminées à chaud de leur position horizontale à celle verticale.
COIL FLIPPER est un dispositif (breveté) très efficace pour le transport de bobines. Grâce à sa forme innovatrice, il permet la rotation de bobines laminées à chaud de leur position horizontale à celle verticale. -
 COIL SPIDER est une pince sûre aux dimensions réduites qui, grâce à sa forme innovante, permet de connecter le métal étiré et laminé en bobines (rembobinés ou pas) de l’extérieur. COIL SPIDER a aussi un dispositif de décrochage automatique, assemblé aux pinces escamotables (brevetées).
COIL SPIDER est une pince sûre aux dimensions réduites qui, grâce à sa forme innovante, permet de connecter le métal étiré et laminé en bobines (rembobinés ou pas) de l’extérieur. COIL SPIDER a aussi un dispositif de décrochage automatique, assemblé aux pinces escamotables (brevetées). -

 "Coldrive" 2MV est une installation de laminage à froid avec cabestans de tirage multiples à axe vertical pour la production de fils lisses et crantés du Ø 3,4 au Ø 12 mm. L’installation est complètement modulaire et le procès de laminage est réalisé à travers des cabestans de tirage et cassettes de laminage/profilage. Actionnée par des servomoteurs asynchrones électriques à commande numérique.
"Coldrive" 2MV est une installation de laminage à froid avec cabestans de tirage multiples à axe vertical pour la production de fils lisses et crantés du Ø 3,4 au Ø 12 mm. L’installation est complètement modulaire et le procès de laminage est réalisé à travers des cabestans de tirage et cassettes de laminage/profilage. Actionnée par des servomoteurs asynchrones électriques à commande numérique. -

 "Coldrive" MV est une installation de laminage à froid avec un seul cabestan de tirage à axe vertical pour la production de fils lisses et crantés du Ø 4 au Ø 12 mm. L’installation est complètement modulaire et le procès de laminage est réalisé à travers cabestans de tirage et cassettes de laminage/profilage. Actionnée par des servomoteurs asynchrones électriques à commande numérique.
"Coldrive" MV est une installation de laminage à froid avec un seul cabestan de tirage à axe vertical pour la production de fils lisses et crantés du Ø 4 au Ø 12 mm. L’installation est complètement modulaire et le procès de laminage est réalisé à travers cabestans de tirage et cassettes de laminage/profilage. Actionnée par des servomoteurs asynchrones électriques à commande numérique. -

 "Combidrive" MO est une installation de laminage à froid avec un banc de tir à axe horizontal pour la production de fils lisses et crantés en barres du Ø 4 au Ø 12 mm. L’installation est complètement modulaire et le procès de laminage est réalisé à travers cabestans de tirage et cassettes de laminage/profilage. Actionnée par des servomoteurs asynchrones électriques à commande numérique.
"Combidrive" MO est une installation de laminage à froid avec un banc de tir à axe horizontal pour la production de fils lisses et crantés en barres du Ø 4 au Ø 12 mm. L’installation est complètement modulaire et le procès de laminage est réalisé à travers cabestans de tirage et cassettes de laminage/profilage. Actionnée par des servomoteurs asynchrones électriques à commande numérique. -
 Pour le fonctionnement des vibrateurs à haute fréquence, il faut interposer, entre la ligne d’alimentation et les vibrateurs, un convertisseur spécifique pour transformer une tension de 230/400V à l’entrée en 42V – 150 Hz à la sortie pour vibrateur à 9 000 tours, ou 42V – 200 Hz pour vibrateur à 6 000 tours. L’équipement est complété par un tableau électrique de contrôle.
Pour le fonctionnement des vibrateurs à haute fréquence, il faut interposer, entre la ligne d’alimentation et les vibrateurs, un convertisseur spécifique pour transformer une tension de 230/400V à l’entrée en 42V – 150 Hz à la sortie pour vibrateur à 9 000 tours, ou 42V – 200 Hz pour vibrateur à 6 000 tours. L’équipement est complété par un tableau électrique de contrôle. -

 Pistes pour précontrainte à fils adhérents pour couvertures TT Longueur: 36 - 65.5 - 72 - jusqu'à 120 m. Actions de précontrainte: 250 - 350 - 500 - jusqu'à 800 t Section avec des hauteurs de 300 à 1 200 mm et largeurs de 1 200 à 2 800 mm Système de mouvement : hydraulique ou manuel Possibilité de réalisation du moule type 'lent', auto-reactant ou avec des chevêtres.
Pistes pour précontrainte à fils adhérents pour couvertures TT Longueur: 36 - 65.5 - 72 - jusqu'à 120 m. Actions de précontrainte: 250 - 350 - 500 - jusqu'à 800 t Section avec des hauteurs de 300 à 1 200 mm et largeurs de 1 200 à 2 800 mm Système de mouvement : hydraulique ou manuel Possibilité de réalisation du moule type 'lent', auto-reactant ou avec des chevêtres. -
 Le système de précontrainte comprend le desserrage complet des brins avant de les couper.
Le système de précontrainte comprend le desserrage complet des brins avant de les couper. -
 Version spéciale du Speedy conçue pour distribution du béton à grande hauteur. Hauteur utile de distribution : 3.20 m Distance maximum de coulage avec position à 90° : 6.00 m
Version spéciale du Speedy conçue pour distribution du béton à grande hauteur. Hauteur utile de distribution : 3.20 m Distance maximum de coulage avec position à 90° : 6.00 m -

 Le panneau double est composé par deux panneaux simples couplés. Au milieu de ces panneaux il y a un espace qui est destiné à la coulée du béton au chantier. L’épaisseur du polystyrène et du mur centrale en béton sont variables en fonctions des exigences de performance requises. Ce panneau est terminé sur les deux côtés extérieures avec de l’enduit traditionnel.
Le panneau double est composé par deux panneaux simples couplés. Au milieu de ces panneaux il y a un espace qui est destiné à la coulée du béton au chantier. L’épaisseur du polystyrène et du mur centrale en béton sont variables en fonctions des exigences de performance requises. Ce panneau est terminé sur les deux côtés extérieures avec de l’enduit traditionnel. -
 Les douilles de levage sont le moyen le plus largement utilisé, le plus simple et aussi le plus économique en absolu parmi tous les produits disponibles sur le marché. En outre, pour le levage d’éléments fins ou de poutres ayant un noyau fin, la douille solidaire, avec sa barre renforcée, est sans égal car elle transmet directement et rapidement la charge en profondeur. Pour être sûr d’utiliser le type de levage juste, prière de consulter la section relative dédiée aux ancres et pour le choix et le contrôle de la douille, là aussi, vérifier la section équivalente des ancres. Dans le cas spécifique des douilles de levage, le constructeur garantit que la rupture du système douille-élingue en tir axial se produit à plus de 4 fois le tir nominal avec lequel les douilles sont classées commercialement. Naturellement, il faut respecter les distances des bords et les entraxes minimum entre les douilles proches, il faut placer adéquatement chaque douille dans le béton avec des fers d’ancrage et de distribution. Pour les détails de construction plus fréquents, consulter les figures ici reportées. En tout cas, notre service technico-commercial est en mesure de vous informer sur les meilleures techniques utilisées et peut vous suggérer la solution plus efficace, sûre et économique.
Les douilles de levage sont le moyen le plus largement utilisé, le plus simple et aussi le plus économique en absolu parmi tous les produits disponibles sur le marché. En outre, pour le levage d’éléments fins ou de poutres ayant un noyau fin, la douille solidaire, avec sa barre renforcée, est sans égal car elle transmet directement et rapidement la charge en profondeur. Pour être sûr d’utiliser le type de levage juste, prière de consulter la section relative dédiée aux ancres et pour le choix et le contrôle de la douille, là aussi, vérifier la section équivalente des ancres. Dans le cas spécifique des douilles de levage, le constructeur garantit que la rupture du système douille-élingue en tir axial se produit à plus de 4 fois le tir nominal avec lequel les douilles sont classées commercialement. Naturellement, il faut respecter les distances des bords et les entraxes minimum entre les douilles proches, il faut placer adéquatement chaque douille dans le béton avec des fers d’ancrage et de distribution. Pour les détails de construction plus fréquents, consulter les figures ici reportées. En tout cas, notre service technico-commercial est en mesure de vous informer sur les meilleures techniques utilisées et peut vous suggérer la solution plus efficace, sûre et économique. -
 En cas de besoin particulier, Bianchi Casseforme est capable de fournir une machine de type Dumper.
En cas de besoin particulier, Bianchi Casseforme est capable de fournir une machine de type Dumper. -
 Le crochet automatique EASY est un moyen de levage qui garantie le soulèvement des charges en totale sécurité. Le dispositif de décrochage permet le relâchement automatique de la charge; ce qui donne la possibilité à l’operateur d’agir rapidement, en restant loin de la zone de travail.
Le crochet automatique EASY est un moyen de levage qui garantie le soulèvement des charges en totale sécurité. Le dispositif de décrochage permet le relâchement automatique de la charge; ce qui donne la possibilité à l’operateur d’agir rapidement, en restant loin de la zone de travail. -

 Hauteur: variable; Giron: variable; Taille du palier de l'escalier : variable; Système d'ouverture de moule: manuel ou hydraulique Système de vibration: électrique ou pneumatique.
Hauteur: variable; Giron: variable; Taille du palier de l'escalier : variable; Système d'ouverture de moule: manuel ou hydraulique Système de vibration: électrique ou pneumatique. -

Pour la fermeture et le blocage des banches à charnière nous proposons nos étais articulés.
-
 Les étaux ré-utilisables de type ouvert sont les plus communs dans la précontrainte à câbles adhérents, pour leur simplicité d’utilisation, leur coût réduit, leur facilité d’inspection visuelle et d’entretien. Ils sont réalisés en acier de qualité élevée et soumis à de sévères traitements thermiques assurant un un nombre constant et élevé de réemplois. . ENTRETIEN DES ETAUX
Les étaux ré-utilisables de type ouvert sont les plus communs dans la précontrainte à câbles adhérents, pour leur simplicité d’utilisation, leur coût réduit, leur facilité d’inspection visuelle et d’entretien. Ils sont réalisés en acier de qualité élevée et soumis à de sévères traitements thermiques assurant un un nombre constant et élevé de réemplois. . ENTRETIEN DES ETAUX- Démonter l’étau et tremper dans un bain d’huile pendant 24 heures;
- Nettoyer ensuite à l’air comprimé toutes les pièces;
- Vérifier l’état de la crête du moletage, si nécessaire remplacer les clavettes;
- Remonter les clavettes avec la bague élastique;
- Graisser les clavettes de graphite en poudre;
- Vérifier que la conicité des coins soit identique à celle de la douille.
-

 Cadreuse-façonneuse pour fers en bobines avec 2 têtes de pliage, pour la production d'étriers ou façonnés également avec des plis aux deux extrémités, en utilisant fers jusqu’à Ø 16 mm. Actionnement au moyen de servomoteurs électriques. Machine également disponible dans une version HS. - Vitesse d'entraînement max.: 140 m/min (Version HS: 200m/min) - Redresseurs (horizontaux-verticaux) avec réglage électronique et indépendant sur les deux fers au moyen de Joystick - Dispositif électronique Anti-Twist (Optionnel) - Traction brevetée qui permet l'avancement autonome de 1 ou 2 ronds (Optionnel) - 2 groupes de pliage (supérieur et inférieur) - Entraînement à 4 roues motrices - Guidefil de coupe réglable, couteaux de coupe fixe et mobile réversibles - Télé-assistance La version 3D peut produire des pièces tridimensionnelles. La version «pont» (Eura 16 Bridge) est adaptée pour recevoir un chariot mobile pour ramasser et classifier les pièces produites.
Cadreuse-façonneuse pour fers en bobines avec 2 têtes de pliage, pour la production d'étriers ou façonnés également avec des plis aux deux extrémités, en utilisant fers jusqu’à Ø 16 mm. Actionnement au moyen de servomoteurs électriques. Machine également disponible dans une version HS. - Vitesse d'entraînement max.: 140 m/min (Version HS: 200m/min) - Redresseurs (horizontaux-verticaux) avec réglage électronique et indépendant sur les deux fers au moyen de Joystick - Dispositif électronique Anti-Twist (Optionnel) - Traction brevetée qui permet l'avancement autonome de 1 ou 2 ronds (Optionnel) - 2 groupes de pliage (supérieur et inférieur) - Entraînement à 4 roues motrices - Guidefil de coupe réglable, couteaux de coupe fixe et mobile réversibles - Télé-assistance La version 3D peut produire des pièces tridimensionnelles. La version «pont» (Eura 16 Bridge) est adaptée pour recevoir un chariot mobile pour ramasser et classifier les pièces produites. -

 Cadreuse-façonneuse pour fers en bobines avec 2 têtes de pliage, pour la production d'étriers ou façonnés également avec des plis aux deux extrémités, en utilisant fers jusqu’à Ø 20 mm. Actionnement au moyen de servomoteurs électriques. - Vitesse d'entraînement max.: 140 m/min - Redresseurs (horizontaux-verticaux) avec réglage électronique et indépendant sur les deux fers au moyen de Joystick - Dispositif électronique Anti-Twist (Optionnel) - Traction brevetée qui permet l'avancement autonome de 1 ou 2 ronds (Optionnel) - 2 groupes de pliage (supérieur et inférieur) - Entraînement à 4 roues motrices - Guidefil de coupe réglable, couteaux de coupe fixe et mobile réversibles - Télé-assistance - Groupe pre-redresseur pour l'insertion rapide des fers (Optionnel) - Changement du fil motorisé automatique (Optionnel) La version 3D peut produire des pièces tridimensionnelles. La version «pont» (Eura 20 Bridge) est adaptée pour recevoir un chariot mobile pour ramasser et classifier les pièces produites.
Cadreuse-façonneuse pour fers en bobines avec 2 têtes de pliage, pour la production d'étriers ou façonnés également avec des plis aux deux extrémités, en utilisant fers jusqu’à Ø 20 mm. Actionnement au moyen de servomoteurs électriques. - Vitesse d'entraînement max.: 140 m/min - Redresseurs (horizontaux-verticaux) avec réglage électronique et indépendant sur les deux fers au moyen de Joystick - Dispositif électronique Anti-Twist (Optionnel) - Traction brevetée qui permet l'avancement autonome de 1 ou 2 ronds (Optionnel) - 2 groupes de pliage (supérieur et inférieur) - Entraînement à 4 roues motrices - Guidefil de coupe réglable, couteaux de coupe fixe et mobile réversibles - Télé-assistance - Groupe pre-redresseur pour l'insertion rapide des fers (Optionnel) - Changement du fil motorisé automatique (Optionnel) La version 3D peut produire des pièces tridimensionnelles. La version «pont» (Eura 20 Bridge) est adaptée pour recevoir un chariot mobile pour ramasser et classifier les pièces produites. -
 Pour la fermeture supérieure de vos coffrages nous vous proposons notre fermeture rapide par excentrique.
Pour la fermeture supérieure de vos coffrages nous vous proposons notre fermeture rapide par excentrique. -
 Pour fixer avec rapidité les banches des moules.
Pour fixer avec rapidité les banches des moules. -
 Pour fixer avec rapidité les banches des moules.
Pour fixer avec rapidité les banches des moules. -

 Ce panneau est employé pour la réalisation de planchers d’étage et de couverture, même si en pente. L’épaisseur du panneau et sa géométrie sont en accord avec la porté et les charges de projet. Le positionnement de l’armature de renfort et le bétonnage sont effectués au chantier ou en part dans l’usine de production.
Ce panneau est employé pour la réalisation de planchers d’étage et de couverture, même si en pente. L’épaisseur du panneau et sa géométrie sont en accord avec la porté et les charges de projet. Le positionnement de l’armature de renfort et le bétonnage sont effectués au chantier ou en part dans l’usine de production. -
 Fly-over redresse les fils transversaux de diamètre compris entre 3 et 8 mm, étirés à froid ou laminés à chaud, qui tombent dans le chargeur de la ligne transversale d'un maillage. Vitesse d’entrainement max 160 m/min.
Fly-over redresse les fils transversaux de diamètre compris entre 3 et 8 mm, étirés à froid ou laminés à chaud, qui tombent dans le chargeur de la ligne transversale d'un maillage. Vitesse d’entrainement max 160 m/min. -

 Cadreuse automatique bidirectionnelle pour fers en bobines, qui permet la production des étriers et barres prédécoupées en utilisant des fers jusqu'à Ø 14 mm. Actionnement par servomoteurs électriques digitaux. - Vitesse d'entraînement max.: 150 m/min. - Redresseurs (horizontal et vertical) avec réglage électronique et indépendant sur les deux fers au moyen de Joystick - Dispositif Anti-Twist (Optionnel) - Coupe avec moteurs Brushless - Télé-assistance La version 3D peut produire des pièces tridimensionnelles.
Cadreuse automatique bidirectionnelle pour fers en bobines, qui permet la production des étriers et barres prédécoupées en utilisant des fers jusqu'à Ø 14 mm. Actionnement par servomoteurs électriques digitaux. - Vitesse d'entraînement max.: 150 m/min. - Redresseurs (horizontal et vertical) avec réglage électronique et indépendant sur les deux fers au moyen de Joystick - Dispositif Anti-Twist (Optionnel) - Coupe avec moteurs Brushless - Télé-assistance La version 3D peut produire des pièces tridimensionnelles. -

 Αυτόματος τσερκαδόρος διπλής κατεύθυνσης από κουλούρα με σύστημα κάμψης δίσκου για την παραγωγή συνδετήρων και ράβδων κοπής χρησιμοποιώντας σύρματα μέχρι Ø 14 mm (# 4). Προωθείται από ηλεκτρικούς σερβοκινητήρες. - Μέγιστη. ταχύτητα έλξης: 200 m / min (660 ft / min). - Ισιωτές (οριζόντια-κατακόρυφα) με ηλεκτρονική ρύθμιση και ανεξάρτητη θέση για τα 2 καλώδια με Joystick. - Συσκευή Anti-Twist (Προαιρετικό). - Κοπή με κινητήρες χωρίς ψήκτρες. - Ηλεκτρονική υποστήριξη.
Αυτόματος τσερκαδόρος διπλής κατεύθυνσης από κουλούρα με σύστημα κάμψης δίσκου για την παραγωγή συνδετήρων και ράβδων κοπής χρησιμοποιώντας σύρματα μέχρι Ø 14 mm (# 4). Προωθείται από ηλεκτρικούς σερβοκινητήρες. - Μέγιστη. ταχύτητα έλξης: 200 m / min (660 ft / min). - Ισιωτές (οριζόντια-κατακόρυφα) με ηλεκτρονική ρύθμιση και ανεξάρτητη θέση για τα 2 καλώδια με Joystick. - Συσκευή Anti-Twist (Προαιρετικό). - Κοπή με κινητήρες χωρίς ψήκτρες. - Ηλεκτρονική υποστήριξη.



