-
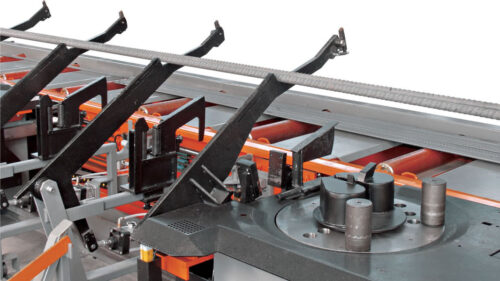
 Automatic rebar bending station for bars up to Ø 40 mm. It works automatically and bends any kind of shapes, positive and negative bends included. - Automatic system for bars feeding and discharging - 2 adjustable bending speeds
Automatic rebar bending station for bars up to Ø 40 mm. It works automatically and bends any kind of shapes, positive and negative bends included. - Automatic system for bars feeding and discharging - 2 adjustable bending speeds -
 Manual bending line for the fabrication of bars bent on one or both ends. Composed of 2 bending units P45 or P60 and the bending bench MFC PRO with arms for automatic loading and unloading of the bars.
Manual bending line for the fabrication of bars bent on one or both ends. Composed of 2 bending units P45 or P60 and the bending bench MFC PRO with arms for automatic loading and unloading of the bars. -
 Reta 20 is an automatic straightening machine apt to process both hot and cold-drawn steel in coils. They can produce cut-to-size bars from wires of ø 20 mm or double ø 16 mm. It is driven by digital electric servomotors.
Reta 20 is an automatic straightening machine apt to process both hot and cold-drawn steel in coils. They can produce cut-to-size bars from wires of ø 20 mm or double ø 16 mm. It is driven by digital electric servomotors. -
 Reta 16 UHS is an automatic straightening machine apt to process both hot and cold-drawn steel in coils. They can produce cut-to-size bars from wires of ø 16 mm or double ø 13 mm. It is equipped withSapiens Technology which makes the straightening system completely automatic. It is driven by digital electric servomotors. Also available HIGH SPEED version machine.
Reta 16 UHS is an automatic straightening machine apt to process both hot and cold-drawn steel in coils. They can produce cut-to-size bars from wires of ø 16 mm or double ø 13 mm. It is equipped withSapiens Technology which makes the straightening system completely automatic. It is driven by digital electric servomotors. Also available HIGH SPEED version machine. -
 Reta 13 is an automatic straightening machine apt to process both hot and cold-drawn steel in coils. They can produce cut-to-size bars from wires of ø 13 mm or double ø 10 mm. It is driven by digital electric servomotors.
Reta 13 is an automatic straightening machine apt to process both hot and cold-drawn steel in coils. They can produce cut-to-size bars from wires of ø 13 mm or double ø 10 mm. It is driven by digital electric servomotors. -
 Multi-rotor straightening center using coils up to Ø 20mm for the production of straight bars. - 4 wheel drive pulling unit driven by servomotors for high speed production; - Maximum pulling speed 140 m/minute; - The straightening system uses rotors, each one dedicated to a single bar diameter which guarantees perfectly straight bars and wire diameter changes in just a few seconds; - Servomotor driven cutting unit guarantees high speed and high cutting accuracy; - Twin Version (Optional) with double cutter, double channel, double pulling unit: it allows the processing of two bars simultaneously, doubling the productivity of the machine. It can be equipped with: - Bundle aligning device on the ground with vibrators (Optional); - Indexing carriage for the automatic collection and sorting of the bars produced (Optional); - Storage rack pneumatically operated (Optional).
Multi-rotor straightening center using coils up to Ø 20mm for the production of straight bars. - 4 wheel drive pulling unit driven by servomotors for high speed production; - Maximum pulling speed 140 m/minute; - The straightening system uses rotors, each one dedicated to a single bar diameter which guarantees perfectly straight bars and wire diameter changes in just a few seconds; - Servomotor driven cutting unit guarantees high speed and high cutting accuracy; - Twin Version (Optional) with double cutter, double channel, double pulling unit: it allows the processing of two bars simultaneously, doubling the productivity of the machine. It can be equipped with: - Bundle aligning device on the ground with vibrators (Optional); - Indexing carriage for the automatic collection and sorting of the bars produced (Optional); - Storage rack pneumatically operated (Optional). -

Pump suitable for 2 prestressing jacks, having a double hydraulic circuit thus allowing to use 2 different prestressing jacks, but not contemporaneously.
-
 To neutralize the effect of strands where a minor compression stress is required, the best solution to avoid operating difficulties of deviated strands is the soft sheath for the strand neutralization. Easy to apply, available for various sizes of strand and plaits, antioxidizing. Packs: • Yellow colour soft sheath for 0.6'' strand only, supplied into 3m long packs of 300m in total. • Red colour sheat idoneous for 3/8'',1/2'',0.6'' strands, supplied into 3m long packs of 600m in total • Sheat for 3x3 plait, supplied into 3m long packs of 1500m in total.
To neutralize the effect of strands where a minor compression stress is required, the best solution to avoid operating difficulties of deviated strands is the soft sheath for the strand neutralization. Easy to apply, available for various sizes of strand and plaits, antioxidizing. Packs: • Yellow colour soft sheath for 0.6'' strand only, supplied into 3m long packs of 300m in total. • Red colour sheat idoneous for 3/8'',1/2'',0.6'' strands, supplied into 3m long packs of 600m in total • Sheat for 3x3 plait, supplied into 3m long packs of 1500m in total. -

Programmable prestressing power.
System controlled by the strand prestressing jack .
The system operates any prestressing jack with a 350 bar working pressure. -
 To reduce waste, the ideal solution for the recovery of long crop ends of strand is undoubtedly the coupler for plaits and strands. It consists of 2 clamps, whose diameter may vary, connected by a nipple. They are made from high quality steel and processed through severe heat treatment, which ensure many reuses and long life. COUPLERS SERVICING
To reduce waste, the ideal solution for the recovery of long crop ends of strand is undoubtedly the coupler for plaits and strands. It consists of 2 clamps, whose diameter may vary, connected by a nipple. They are made from high quality steel and processed through severe heat treatment, which ensure many reuses and long life. COUPLERS SERVICING- Disassemble the clamp and soak all parts in heavy oil bath for 24 hours;
- Then clean all components with compressed air;
- Check the conditions of the knurl edge, replace wedges if necessary;
- Re-assemble the wedge sets with the elastic ring;
- Sprinkle graphite powder over wedges;
- Check wedges and socket for equal taper.
-
The re-usable open-type clamps are the most commonly used for the prestressing of traction cables as they are practical, cheap, easy to inspect and service. They are made from high quality steel and processed through severe heat treatment, which ensure many reuses and long life. CLAMPS SERVICING
- Disassemble the clamp and soak all parts in heavy oil bath for 24 hours
- Then clean all components with compressed air
- Check the conditions of the knurl edge, replace wedges if necessary
- Re-assemble the wedge sets with the elastic ring
- Sprinkle graphite powder over wedges
- Check wedges and socket for equal taper